
3D-печать с лазерами в миниатюрном масштабе
ИноСМИ, Научная библиотека, Новости науки и техники 10.09.2018 Комментариев к записи 3D-печать с лазерами в миниатюрном масштабе нетКопии зданий и Статуя Свободы, которые по высоте только микронные, — это примеры того, что сделано трехмерной нанолитографией, известной как 3D нанопечать. Также сегодня возможно изготовление оптических, фотонных, микрожидкостных и других компонентов на наноуровне. По сравнению с масочной литографией и крупномасштабными методами производства, трехмерные нанопечатные компоненты предлагают решения, которые могут быть менее дорогими, , лучше работающими, быстрее создаваемыми и более компактными. Например, в феврале 2018 года исследователи из Нью-Йоркского геномного центра и Нью-Йоркского университета сообщили о трехмерной печатной, недорогой микрожидкостной системе для одноклеточного анализа, демонстрируя полезность подхода в клинической среде. Благодаря специальной печати центрального устройства общая стоимость системы составляла только часть сопоставимого традиционного решения, и она имела меньший размер.
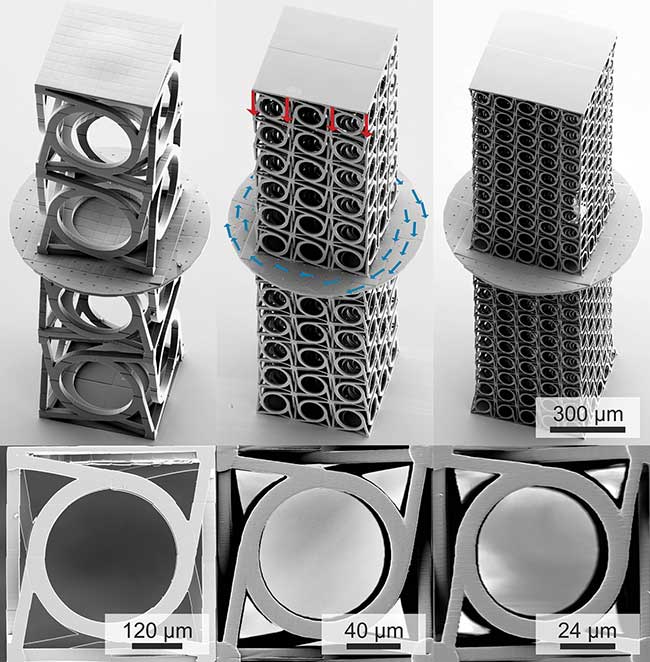
Кристалл метаматериала, построенный с использованием нанолитографических методов Nanoscribe 3D. Он реагирует на сжатие с крутящим движением. Предоставлено Т. Френцелем, Технологический институт Карлсруэ.
Кристалл метаматериала, построенный с использованием нанолитографических методов Nanoscribe 3D. Он реагирует на сжатие с крутящим движением. Предоставлено Т. Френцелем, Технологический институт Карлсруэ.
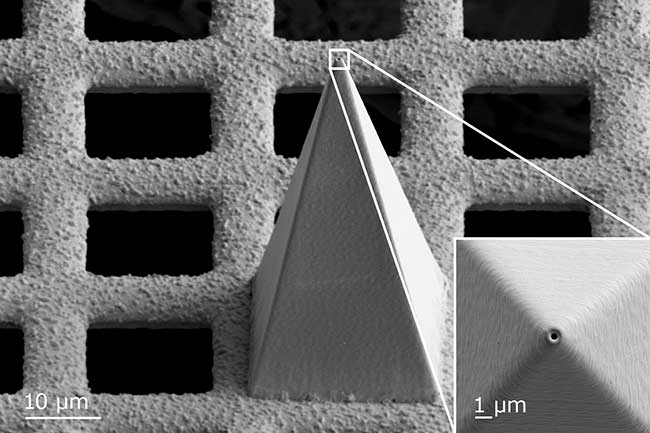
Позолоченная полимерная пирамида с золотым покрытием с субмикронной апертурой для фокусировки субволнового плазмонного света . Структура, созданная с помощью трехмерной лазерной нанолитографии. Предоставлено Changzhi Gu, IOP / CAS.
Микроскопическое 3D-производство зависит от лазеров, систем позиционирования и светочувствительных материалов с правильными свойствами. Следовательно, продвижение в этих областях необходимы, т.к. 3D-нанопечать в настоящее время не может удовлетворять требованиям, таким как достижение целевых показателей затрат. Но в некоторых приложениях 3D-нанолитография уже предлагает необходимые показатели с точки зрения качества и стоимости. Речь идет о дифракционно-рефракционной оптике, которая все чаще может быть найдена в технологиях для лидаров или компонентов «время-пролета» (time-of-flight) в таких продуктах, как самоуправляемые автомобили. Для такой оптики 3D нанопечать может делать то, что традиционное производство не может.
«Обычные линзы размером до микрона могут быть получены путем алмазного токарной обработки, но другие DOE (дифракционно-рефракционные оптические элементы) имеют размер структуры в нанометровой области», — сказал Питер Пагнин, менеджер по развитию бизнеса в Европе в Сингапуре, основанная компания Moveon Technologies Pte. Ltd., объясняя, почему токарная обработка алмазов не подходит для этой задачи.
Раньше производители полагались на литографический процесс на основе масок, чтобы сделать эту микрофункциональную оптику, что означало, что сначала нужно было спроектировать и изготовить маски, а затем компоненты могли быть созданы с использованием этих масок. Этот маска-деталь процесс должен был повторяться с каждым циклом разработки. Во время прототипирования часто требовалось несколько циклов.
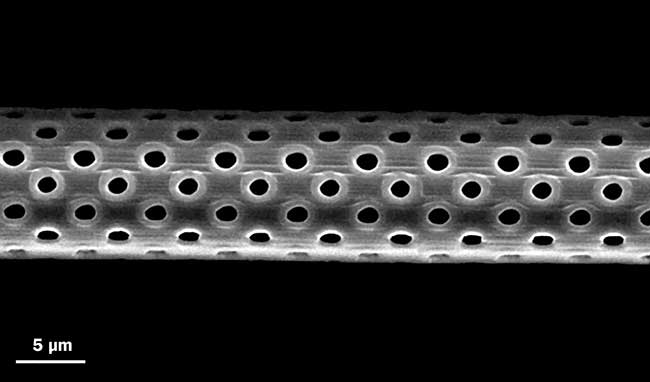
3D-печатная трубчатая структура, имитирующая мозговой капилляр гематоэнцефалического барьера. Предоставлено А. Марино, Итальянским технологическим институтом.
Именно поэтому Moveon обратился к двухфотонному 3D процессу нанопечати для быстрого и недорогого прототипного преобразования микролинзовых матриц, зеркал и других DOE (дифракционных оптических элеменов). В нем NIR-лазер излучает фемтосекундные импульсы, которые фокусируются внутри УФ-фотоотверждаемой смолы -полимера, который находится на подложке. Интенсивный свет импульса в фокальной точке превышает порог, что приводит к двухфотонному поглощению и полимеризации смолы-полимера. Эту точку можно перемещать по желанию, сдвигая подвижку, луч или и то, и другое.
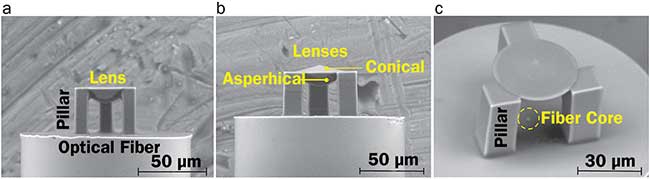
3D микрооптические элементы, изготовленные лазерной литографией. Существуют гибридные оптические элементы — сферические и аксиконные линзы как отдельные элементы и монолитные компоненты, установленные на кончиках одномодовых оптических волокон, тем самым создающих интегрированные микрооптические устройства. Предоставлено Mangirdas Malinauskas, Вильнюсский университет.
После формования и отверждения фотополимера результирующая структура имеет требуемую форму и размеры для ее конкретного применения. В случае с Moton, размеры изделий составляют несколько десятков микрон, с гладкой поверхностью для оптических применений. Типичное время технологического цикла — несколько дней, в сравнении с неделями, необходимыми для масочной литографии. После того, как конструкция будет принята, развернуто производство, инструменты, пригодные для массового производства, могут быть получены из нанопечатного образца.
Жажда Скорости
Современные двухфотонные принтеры могут создавать прототипы, но все же необходимы улучшения. Например, одно улучшение может сократить время изготовления и, следовательно, снизить стоимость. «Мы заинтересованы в более высокой скорости записи, потому что время влияет на стоимость», — сказал Пагнин. По словам Андреаса Фрёлиха, руководителя отдела продаж и маркетинга Nanoscribe, компания Moveon, которая использует двухфотонный 3D принтер от Nanoscribe GmbH из Eggenstein-Leopoldshafen, Германия, была первой компанией, которая продавала детали и продукты на основе процессов с использованием этих 3D нанопечатных машин. Фрёлих сказал, что нанопринтеры Nanoscribe изначально использовали сфокусированное стационарное лазерное пятно, перемещая деталь таким образом, что пятно проходит по желаемой траекторию через полимер. Тем не менее, с добавлением двух зеркал гальво, один для X и другой для движения Y, стало возможным быстро перемещать пятно, что ускорило производственный процесс в тысячу раз, по словам Фрелиха. В некоторых приложениях, таких как дифракционно-рефракционная оптика, 3D-нанолитография уже предлагает необходимые характеристики с точки зрения качества и стоимости. Зеркала перемещают лазерную фокальную точку вокруг так, чтобы все было записано в данном слое. Затем деталь перемещается, и следующий слой записывается, и последовательность повторяется до тех пор, пока вся деталь не будет завершена. В поисках большей скорости важна пиковая интенсивность, потому что полимеризуется только объем, где превышен минимальный порог интенсивности. В общем, более мощный луч будет означать более короткое время записи, потому что требуется меньшее время экспозиции. В качестве альтернативы может быть экспонирован больший объем. Однако слишком большая интенсивность будет переэкспонировать полимер вместо его полимеризации. Таким образом, пиковая интенсивность должна поддерживаться ниже этого максимального порога интенсивности. Показатели качества и производительности также зависит от качества луча. Более качественные лучи, а также лучи с более короткой длиной волны могут быть сфокусированы до меньшего размера пятна, что позволяет создавать более мелкие объекты. Согласно Frölich, нынешняя технология компании может достигать субмикронного размера. Пока еще невозможно создавать структуры размером менее 100 нм. Уменьшение достижимых размеров и интервалов в два или три раза означало бы создание новых структур, таких как фотонные кристаллы для видимого, а не инфракрасного излучения. По мнению Фрилиха, для пользователей может быть желание более быстрой записи, более высокой производительности и возможности создавать большие детали. Существуют и другие, не лазерные аспекты системы, которые также играют решающую роль в производительности 3D нанопечати, поэтому Nanoscribe разрабатывает новые фотополимеры. Скорость, с которой могут быть изготовлены детали, в некоторой степени зависит от размера полимеризованного объема. Больший объем означает, что требуется меньшее количество пропусков для записи, что сокращает время, необходимое для создания детали. Компания создала более чувствительные фотополимеры, что приводит к большему объему, который полимеризуется. «Вы можете обеспечить больше затвердевшего материала в рамках одного и того же лазерного луча», — сказал Фрелих, отметив, что это приводит к более высокой производительности. Дальнейшая разработка необходима и может включать приложения для тканевой биоинженерии, в которых полимер должен быть биосовместимым, а также подходящим для двухфотонной печати.
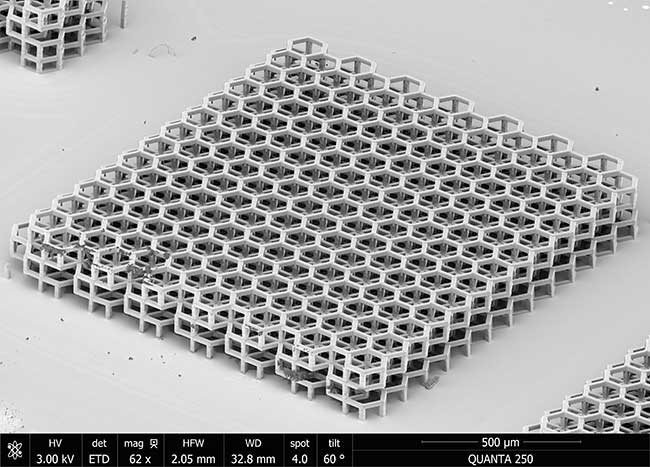
Постамент, созданный лазерной 3D-нанолитографией, выполненный из биосовместимого гибридного материала SZ2080. Шестиугольные формы пор, их размеры и общий размер микропористых лесов оптимизированы для инженерии тканей хряща. Мангирдас Малинаускас, Вильнюсский университет.
Другим примером 3D-лазерной нанолитографии и указанием того, куда можно направиться, является исследование, проводимое в Лазерном исследовательском центре Вильнюсского университета Литвы. В сотрудничестве с отраслевыми и другими академическими центрами группа Laser Nanofhotonics производит 3D-микрооптические и нанофотонные компоненты с использованием фемтосекундных лазеров и нефотосенсибилизированных органических-неорганических полимеров.
«Лазерная 3D-нанолитография обеспечивает реальную возможность записи в формате 3D, непревзойденное разнообразие обрабатываемых материалов и гибкую интеграцию непосредственно на или в микросхемы», — сказал лидер группы Laser Nanophotonics Мангирдас Малинаускас, изложив, почему это область исследований. Многие из смол, используемых в лазерной нанолитографии, поступают из других приложений литографии, что не обязательно оптимально, говорит Малинаускас, поэтому ведутся исследования по улучшению. Например, Малинаускас и его коллеги опубликовали статью в «Материалах» в январе 2017 г., в которой сообщалось об исследовании органического- неорганического материала, который в 20 раз более устойчив к высокой освещенности, чем стандартный литографический фотополимер. Способность готовых компонентов выдерживать высокоинтенсивный свет важна для микрооптики в некоторых настройках.
Увеличение производительности
Кроме того, группа Laser Nanofhotonics работает с отраслевыми партнерами в отношении способов преодоления крупнейшего узкого места в лазерной нанолитографии: производительности. Цель состоит в том, чтобы синхронизировать перемещения детали с перемещением пучка, чтобы обеспечить непрерывную, истинно трехмерную запись во всех направлениях без послойного наложения или сшивания. По словам Малинаускаса, разработанная ими технология позволяет создавать миллиметровые или даже сантиметровые 3D-объекты с индивидуальными особенностями нанометрового размера. С улучшением лазеров, химики полимеров и других аспектов также необходимо, чтобы механические системы не отставали. Он добавил, что дальнейшее увеличение производительности может потребовать большей мощности лазера, но это также может привести к потере разрешения, точности или качества поверхности. Один из вариантов заключается в использовании параллельной обработки, при которой полимер обрабатывается несколькими точками. Этот подход, сказал Малинаускас, «может значительно увеличить производительность, но ограничивает гибкость. Таким образом, он становится эффективным, но чувствительным к конкретной детали ». Что касается усовершенствований лазеров, Малинаускас сказал, что ключевыми достижениями являются перестраиваемые длины волн, которые оптимизированы для конкретных материалов, ультракороткие импульсы и стабильность мощности. Эти показатели доступны сегодня, но стоимость систем, оснащенных ими, высока. Таким образом, они могут быть подходящими для исследовательских установок, но не для промышленного применения. В дополнение к аддитивным методам, таким как двухфотонная печать, другие формы 3D-лазерной нанолитографии могут использовать абляцию. «Микроскопическое тиснение — это пример» по словам Скотта Джордана, руководителя фотоники в Physik Instrumente of Auburn, штат Массачусетс, обеспечивающего решения для движения и позиционирования. Одна вещь, которую применяют различные технологии лазерной нанолитографии, заключается в необходимости точно и безошибочно позиционировать как луч, так и заготовку, сказал Джордан. Позиционирование должно выполняться достаточно быстро для обработки с высокой производительностью, должно быть стабильным в течение минут времени обработки и должно быть в наномасштабе. «Возможности позиционирования должны быть значительно лучше, чем форм-фактор создаваемых устройств или структур», — сказал Джордан. С улучшением лазеров, химии полимеров и другими аспектами также необходимо, чтобы механические системы не отставали. Для этого существуют новые пьезомоторы, которые обеспечивают высокую жесткость, экстремальную стабильность и высокую скорость; установил-и-забыл наномасштабную структурную компенсацию; сказал Джордан. Перемещение технологий в основной производстводственный поток требует дальнейшего совершенствования процесса и оборудования, особенно когда речь идет об увеличении производительности и снижении стоимости. Решения, разработанные для этого, часто могут быть скрыты от общественного мнения, пока не будет запущен продукт, реализующий новый подход. Но те, кто обладает знаниями в этой области, считают, что такие охраняемые как секретные решения будут хорошо разработаны для 3D-нанолитографии. «Те (решения) — это то, что вытолкнет эти технологии из исследовательской лаборатории и в основное русло», — сказал Иордания. «Основываясь на том, что я вижу в делах, этот разворот неизбежен».
Литература:
1. L. Jonušauskas et al. (Январь 2017 года). Optically clear and resilient free-form µ-optics 3D-printed via ultrafast laser lithography. Materials, Vol. 10, p. 12. Перевод: https://www.photonics.com/Articles/With_Lasers_3D_Printing_on_a_Miniature_Scale/p5/v149/i1023/a63759



Leave a comment
You must be logged in to post a comment.