
Ученые из ИАП РАН и МФТИ разработали модель селективного плавления порошка под действием лазерного излучения
3d-печать, Лазерные технологии 01.07.2026 Комментарии к записи Ученые из ИАП РАН и МФТИ разработали модель селективного плавления порошка под действием лазерного излучения отключеныВ основе модели селективного плавления порошка под действием лазерного излучения лежит уравнение изменения во времени теплосодержания системы. При вычислениях они учли следующие параметры процесса: мощность лазера, скорость движения лазерного луча, степень перекрытия сплавляемых слоев и возможное парообразование при сильном нагреве. Результатом моделирования стало математическое описание структуры затвердевших слоев металла. Особое внимание было уделено наличию структурных дефектов.
Чтобы проверить точность модели, ученые изготовили алюминиевый образец методом селективного лазерного плавления и рассмотрели его под оптическим микроскопом. После чего они смоделировали структуру образца при этих же условиях получения. В ходе сопоставления расчетных и опытных данных было установлено их соответствие (рисунок 2).
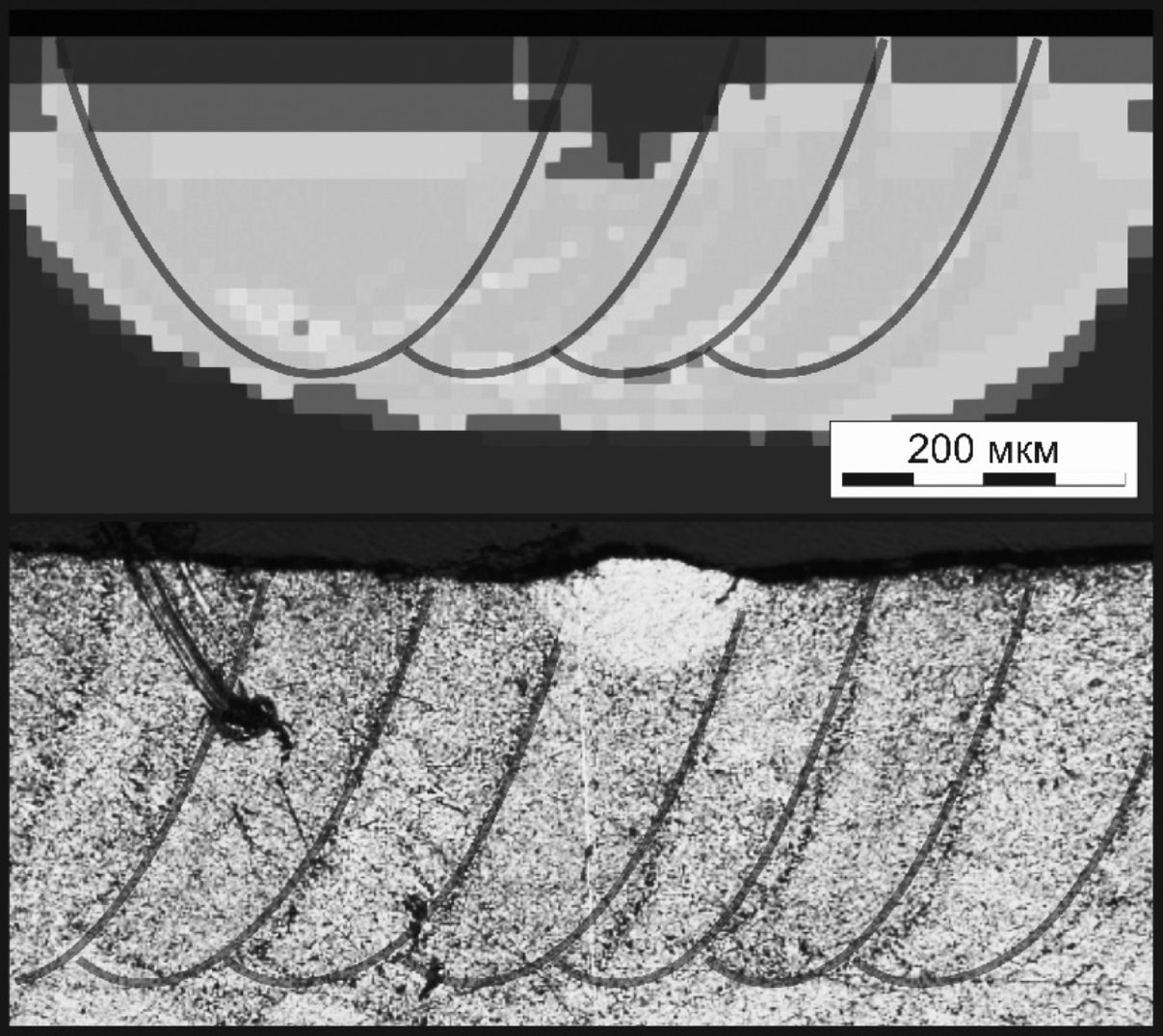
Рисунок 2. Слоистая структура образца: расчет (сверху), изображение в оптическом микроскопе (снизу). Режим селективного лазерного плавления: мощность лазера — 370 Вт, скорость движения луча — 1500 мм/с, шаг луча — 105 мкм, диаметр пятна — 80 мкм / © журнал «Вычислительная механика сплошных сред»
Моделирование структурных дефектов титанового сплава показало, что при высокой скорости лазерного луча остаются участки с нерасплавленным порошком. С замедлением движения лазера, наоборот, появляются области переплавления материала. Многократный переход вещества из жидкого состояния в твердое вызывают процессы формирования соседних слоев. Следовательно, в зависимости от режима селективного лазерного плавления образуется материал с непроплавленными либо переплавленными участками, расположенными послойно (рисунок 3). Такие локальные дефекты занимают до 30–40% от линейного размера слоя.
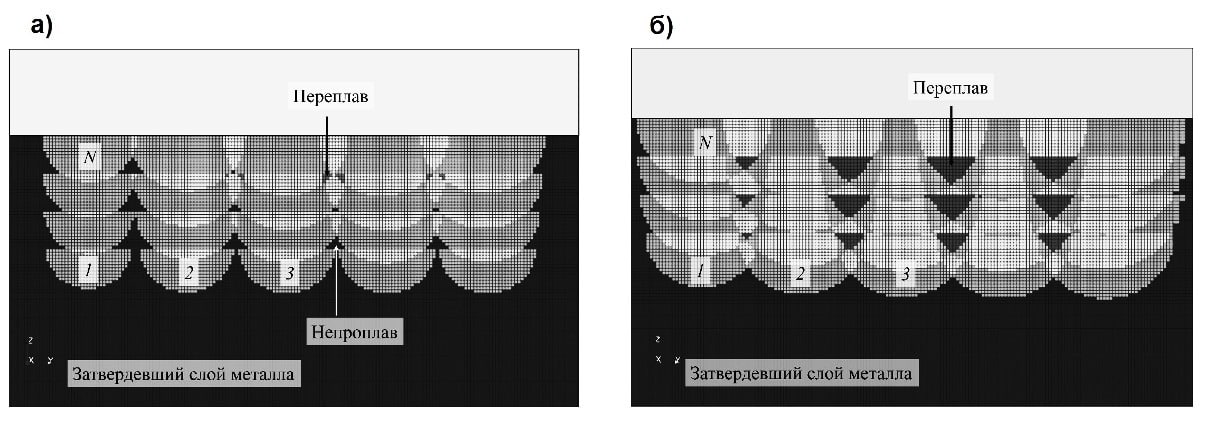
Рисунок 3. Структурные дефекты двухфазного α + β титанового сплава: а) непроплавы, б) переплавы (непроплавы отсутствуют). Режим селективного лазерного плавления: мощность лазера — 50 Вт, скорость движения луча (мм/с): а) 1000, б) 500. Цифрами обозначены порядковые номера слоев / © журнал «Вычислительная механика сплошных сред»
На непроплавленных участках размером около 100 мкм часть вещества замещена порой, а оплавленные частицы слабо связаны друг с другом и с окружающим их сплошным материалом. Из-за этого непроплавы имеют значительно меньший модуль упругости, чем бездефектные области. Иными словами, непроплавы сильнее подвержены упругой деформации и становятся центрами зарождения усталостных трещин и каверн
В переплавах, благодаря длительному тепловому воздействию, образуются крупные зерна с иным фазовым составом (рисунок 5). Их появление увеличивает микротвердость и модуль упругости переплавов на 10–15% по сравнению с бездефектными областями.
«Мы разработали алгоритмы вычисления усталостной прочности и долговечности образцов, изготовленных методом селективного лазерного плавления, — пояснил Василий Голубев, профессор кафедры информатики и вычислительной математики МФТИ.— Предложенные решения позволят определить диапазон параметров ведения процесса, при котором уровень усталостной прочности будет наилучшим».
Результаты работы математиков будут использованы для оптимизации производства авиационных комплектующих.
Источник: https://naked-science.ru/article/column/srok-sluzhby-detalej-samo
