Обеспечение соответствия измерений мощным волоконным лазерам
ИноСМИ, Лазерные технологии, Промышленные лазеры 11.07.2019 Комментарии к записи Обеспечение соответствия измерений мощным волоконным лазерам отключеныВыбор правильного метода измерения для мощных волоконных лазеров — будь то с помощью камеры, системы со сканирующими щелями или рассеяния Рэлея — требует знания преимуществ и ограничений каждого из них.
KEVIN KIRKHAM, OPHIR
Волоконные лазеры используются во все возрастающем количестве в различных областях применения. В диапазоне выходной мощности от 2 до 20 кВт расширяются области применения лазеров в обработке материалов и в таких тонких областях, как 3D-фрезерование, микрорезка, обработка в глухих отверстиях и аддитивное производство. По данным Hexa Research, «Мощная резка и сварка — ведущее применение на рынке [волоконных лазеров]. Это может быть связано с растущим использованием этого продукта для резки труб, резки плоских листов, 3D-резки, сканаторной сварки кузова, сварки силовой передачи и сварки труб /1/».
2D-профилирование луча обеспечивает полный набор данных о размере, форме и круглости лазерного луча.
Предоставлено OPHIR.
В 2010 году средняя мощность мощного волоконного лазера составляла ~ 1000 Вт. В 2019 году средняя мощность будет в диапазоне от 6000 до 8000 Вт. По мере увеличения уровней мощности волоконные лазеры также становятся все более надежными, доступными и их легче внедрить, поэтому они нашли применение во многих областях, включая дистанционную сварку транспортных средств и изготовление добавок для трехмерной металлической порошковой печати автомобильных и аэрокосмических компонентов. Их популярность отражается на общемировых продажах волоконных лазеров, которые, как ожидается, вырастут до 2,7 миллиардов долларов в 2019 году, что неуклонно возрастает с начала века, когда продажи волоконных лазеров были менее 1 миллиарда долларов /2/.
Независимо от промышленного применения, каждая система требует, чтобы работающий лазерный луч был соответствующим, а его рабочие характеристики проверены. Качество процесса во многом определяется качеством и постоянством лазерного луча, который подается на заготовку. Во всех случаях исходные характеристики лазерного луча должны быть сохранены.
Проблемы плотности мощности
По мере увеличения мощности лазера мониторинг качества луча и стабильности мод в лазерных системах мощностью несколько кВт становится сложной задачей. Это происходит в первую очередь из-за увеличения плотности мощности испытываемого излучения. Оптические компоненты для отбора проб, такие как светоделители и оптика для отбора проб, которые используют тонкопленочные покрытия, могут быть повреждены при плотностях энергии 50 Дж / см2 (ширина импульса 20 нс) или менее /3/. Хотя непокрытая оптика имеет пороги повреждения, которые могут достигать начения в 10-100 раз выше, чем у покрытой оптики, она не обеспечивает низких показателей поглощений, которые необходимы для смягчения условий дя лучей в небольшом пространстве
Вололоконные лазеры становятся все более надежными, доступным и простым в реализации, поэтому они нашли свое применение в большем количестве приложений.
Многие новые продукты для профилирования пучка пытаются удовлетворить потребность в значительном ослаблении этих мощных лазеров. Сканирующие щели и вращающиеся устройства на основе точечных отверстий ослабляют такие лучи, пропуская лазерный свет через микроскопические отверстия. Движение, обеспечиваемое сканирующими системами, распространяет энергию лазера на большие площади, а их отражающие поверхности отражают большую часть энергии лазера, в то время как через микроскопические отверстия проходит только небольшая часть.
Но, как и в случае с методами оптического деления, у этих подходов есть ограничения; физика мощных лазеров имеет свой путь. Плотности мощности, связанные с несколько киловаттными лазерами, могут легко повредить оптику для отбора проб и системы со сканирующей апертурой.
Что же тогда является лучшим способом измерения качества и согласованности мощного луча?
Подумайте дважды, прежде чем выбрасывать проверенные методы. Сканирующая апертура, основанные на видеокамерах профилировщики лучей и автоматизированные системы измерения M2 в режиме реального времени по-прежнему играют важную роль в обеспечении качества современных волоконных лазеров. Но новые бесконтактные методы, такие как системы измерения луча, основанные на рэлеевском рассеянии, дают возможность измерять эти более мощные системы без риска повреждения ославляющей оптики.
Измерения рэлеевского рассеяния
Системы на основе рэлеевского или атмосферного рассеяния изображают луч ортогонально, без какого-либо фактического прикосновения к лучу (рис. 1). Этот вид сбоку на луч автоматически не обеспечивает классический 2D профиль луча, как у камеры или системы с апертурой XY. Вместо этого каждая строка изображения cфокусированного луча аналогична измерению ширины луча с подвижной щелью ISO (ISO 11106-3 4.4) /4/.
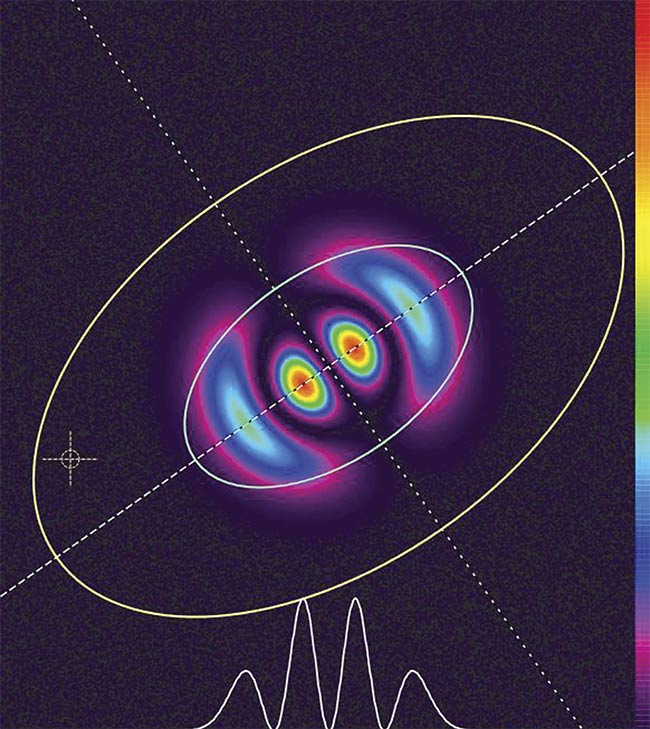
Системы на основе рэлеевского рассеяния измеряют каустическую или фокальную область луча с пространственным разрешением, аналогичным системам на основе камеры и сканирующей апертуры (Рис. 2). Поскольку луч не падает на какую-либо поверхность, плотность мощности больше не является сдерживающим фактором для измерения производительности лазера.

Рисунок 1. Системы на основе рэлеевского рассеяния изображают луч ортогонально, не касаясь луча. Предоставлено Ophir.
В то время как измерительные системы на основе атмосферного рассеяния отображают луч косвенным образом, продукты на основе сканирующей щели и 2D-матричные датчики отображают луч напрямую. Прямое изображение требует многих порядков по величине оптического затухания, поскольку камеры и одноэлементные детекторы насыщаются при ~ 1,0 мкВт / см2, а волоконные лазеры могут производить плотности мощности, превышающие 10 МВт / см2.

Рисунок 2. 2D изображение в псевдоцветах рэлеевского рассеяния от сфокусированного луча волоконного лазера. Предоставлено Ophir.
Сканирующие щелевые системы сами обеспечивают некоторое необходимое затухание (до 100 Вт на пятно 1 мм или ~ 12 кВт / см2), но дополнительное оптическое затухание до трех-четырех порядков величины оптической плотности (optical density, OD) может потребоваться при мониторинге сфокусированных или очень мощных коллимированных лазерных лучей.
Профилировщики луча на основе датчиков со сканирующей щелью работают путем пропускания тестируемого луча через микроскопические щели, которые установлены на вращающемся барабане (Рис. 3). Когда прорези, ориентированные по X и Y, проходят через луч, небольшое количество лазерного излучения регистрируется на одноэлементном датчике. Оптический датчик положения сообщает программе, где при его вращении барабан находится в любой момент. Декодированное местоположение вращения от вращательного датчика и сигнал интенсивности от одноэлементного детектора затем используются для определения ширины луча X и Y и местоположений их центроидов. Системы профилирования луча со сканирующей щелью предлагают измерения с очень хорошим отношением сигнал / шум (ОСШ). ОСШ, превышающие 70 дБ, часто реализуются /5/. Это позволяет программному обеспечению восстанавливать очень точные профили интенсивности пучка по сечениям X и Y, предоставляя информацию как о размере, так и о местоположении.
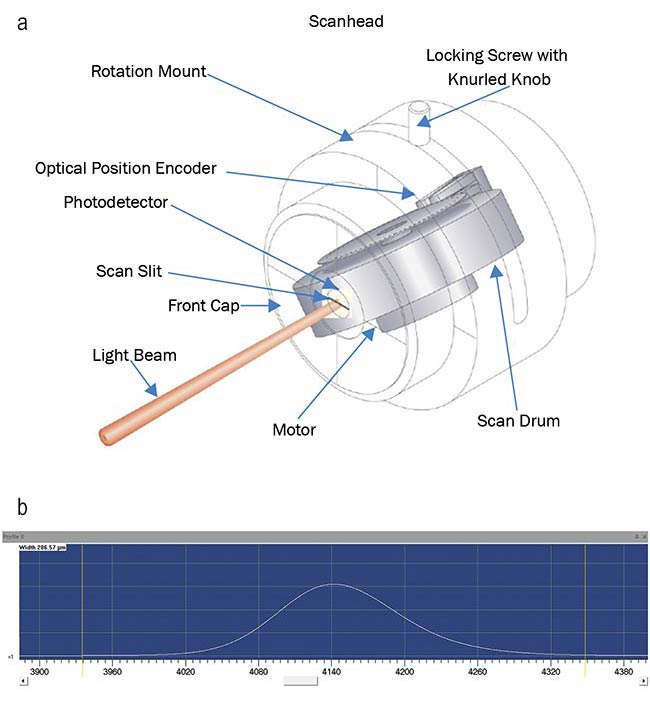
Рисунок 3. Профилировщики луча на основе датчика со сканирующей щелью пропускают тестируемый луч через микроскопические щели, которые установлены на вращающемся барабане (а). Интегральный профиль интенсивности лазера, измеренный с помощью сканирующего щелевого профилировщика (б). Предоставлено Ophir.
Измерения на основе видеокамеры
Видеокамеры на основе кремния (от 250 до 1100 нм) и арсенида индия-галлия (InGaAs) (от 900 до 1700 нм) насыщаются при ~ 1 мкВт / см2. Это означает, что для измерения сфокусированного волоконного лазера мощностью 1 кВт — без искажения тестируемого луча — требуется оптическое затухание 13 порядков или более. Это серьезное требование. Комбинация светоделителей, которые обеспечивают очень низкий процент отражения (~ 0,1%) луча, создаваемого каждым делителем, плюс фильтры нейтральной плотности (ND), могут использоваться, когда плотности мощности меньше 5 Вт / см2. При> 5 Вт / см2 тепловые эффекты в фильтрующем материале могут искажать тестируемый луч. Измерение профиля сфокусированных волоконных лазеров с помощью этого метода требует, чтобы первый светоделитель выдерживал плотность мощности> 10 МВт / см2. Этот тип оптического затухания является источником искажения тестируемого луча. Оптическое затухание также потребляет значительный путь луча (от 75 до 150 мм), что снижает некоторые из возможных вариантов измерения.
Сравнения
В то время как системы со сканирующими щелями обеспечивают наибольшую SNR (ОСШ) и точность измерений, а системы профилирования луча на основе видеокамеры предоставляют наибольшее количество информации о распределении энергии в поперечном сечении лазерного луча, только лазерные измерительные системы на основе рассеяния Рэлея могут измерять высокую среднюю плотность мощность сфокусированных волоконных лазеров без беспокойства за учет искажений, вызванных недостаточной частотой сэмплирования оптической схемы. Приборы на основе рэлеевского рассеяния не подвержены воздействию высоких плотностей мощности и успешно измеряют волоконные лазеры с уровнями мощности 100 кВт.
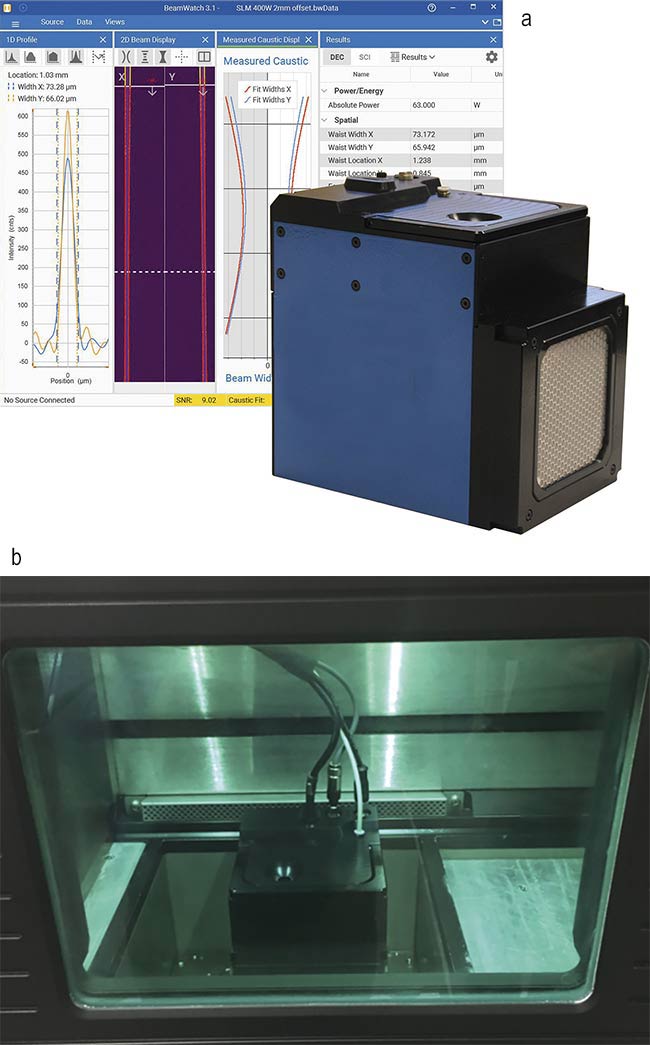
Рисунок 4. Интегрированная лазерная измерительная система, которая использует рэлеевское рассеяние для измерения характеристик распространения лазеров аддитивного производства (а). Система измерения, подтверждающая параметры лазера в системе селективного лазерного спекания (SLS) в металлическом порошковом слое (b). Предоставлено Ophir.
Поскольку уровни выходной мощности волоконного лазера продолжают увеличиваться, методы косвенного измерения станут основным методом контроля качества для этих очень энергичных источников. Лазерные процессы выиграют от более быстрого, более полного и простого в развертывании анализа, обеспечиваемого профилировщиками лучей на основе рассеяния Рэлея.
Встретить автора
Kevin Kirkham — старший менеджер по развитию нового бизнеса в MKS Instruments и имеет более чем 30-летний опыт работы в области лазерной диагностики и оценки качества. До работы в MKS он был менеджером по продукции в Coherent Inc. и региональным менеджером по продажам в Molectron Detector Inc .; электронная почта: kevin.kirkham@us.ophiropt.com.
Ссылки в тексте:
- Hexa Research (2019). Global fiber laser market is anticipated to witness significant growth by 2025, www.digitaljournal.com/pr/4151216#ixzz5gIpCnHnf.
- D. Belforte (2018). 2017 was a great year — for industrial lasers. Industrial Laser Solutions, www.industrial-lasers.com/articles/print/volume-33/issue-1/features/2017-was-a-great-year-for-industrial-lasers.html.
- R. Siew et al. (2013). Laser induced damage threshold of optical coatings, www.masbonfante.it/download/cvi/CVI_LIDT_WhitePaper_FIN.pdf.
- Ophir (2019). Beam width measurement as scanning slit, BeamWatch user guide, www.ophiropt.com/laser—measurement/beam-profilers/products/High-Power-Beam-Profiling/BeamWatch.
- Ophir (2019). Introduction to scanning-slit profilers. Saturation of the Pyro NanoScan, www.ophiropt.com/laser—measurement/sites/default/files/NanoScan2s_2.pdf.
СЛОВАРЬ
рэлеевское рассеяние
Рассеяние на частицах очень мало по сравнению с длиной волны рассматриваемого излучения. Особенностью рэлеевского рассеяния является то, что рассеянный поток обратно пропорционален четвертой степени длины волны. Таким образом, в видимой области синий свет рассеивается молекулами воздуха сильнее, чем на более длинных волнах, что объясняет синий цвет неба.
Источник:https://www.photonics.com/Article.aspx?AID=64766

