
Способ подготовки кромок под орбитальную лазерную сварку неповоротных стыковых кольцевых соединений
Научная библиотека 21.09.2021 Комментарии к записи Способ подготовки кромок под орбитальную лазерную сварку неповоротных стыковых кольцевых соединений отключеныМорозова Ольга Павловн // Российский патент 2021 года по МПК B23K33/00 B23K26/282
Изобретение относится к области сварки и, в частности, к способу подготовки кромок свариваемых деталей под одностороннюю орбитальную лазерную сварку кольцевых швов стыковых неповоротных соединений.
Существующая в настоящее время геометрия конструктивных элементов разделки кромок для односторонней дуговой сварки встык С21, С22, С23, С24 определяемая ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с изменениями №1, 2, 3) не удовлетворяют, в следствие большой площади разделки свариваемых кромок, технологическим и технико-экономическим требованиям под орбитальную одностороннюю многопроходную лазерную сварку неповоротных стыковых кольцевых соединений [1].
Неблагоприятное влияние большой площади разделки свариваемых встык кромок для дуговых и лазерно-дуговых способов многопроходной орбитальной сварки неповоротных стыковых соединений, особенно больших толщин, проявляется в следующем:
— увеличивается объем сварочной ванны, возрастают тепловые вложения в сварное соединение, увеличиваются сварочные деформации конструкции и зоны термического влияния;
— возрастает вес сварочной ванны, что приводит к дисбалансу силы тяжести и силы поверхностного натяжения при сварке в вертикальном, потолочном и переходном пространственном положении;
— значительная масса удаляемого механическим способом металла существенно снижает экономическую эффективность сварочных работ, увеличивает трудозатраты. Значительная площадь разделки свариваемых кромок увеличивает расход сварочной проволоки, защитных газов и повышает технологическую себестоимость процесса сварки.
Существенно уменьшить значение площади разделываемых кромок за счет уменьшения угла скоса кромок для ручной дуговой сварки, дуговой автоматической сварки не представляется возможным в силу физических эффектов, сопутствующих дуговой сварке, значительных геометрических характеристик сварочной горелки дугового сварочного источника энергии и высоких значений эффективного пятна нагрева [2].
Луч лазера, как сварочный источник энергии, обладает рядом известных технологических преимуществ по сравнению с дуговыми источниками энергии, которые имеют важное значение при орбитальной лазерной сварке неповоротных стыковых кольцевых соединений [3, 4]. К таким преимуществам относится высокое значение коэффициента сосредоточенности лазерного сварочного источника энергии (Таблица №1), минимальное значение эффективного радиуса пятна нагрева, сфокусированного луча лазера, позволяющего получить минимальный объем и вес сварочной ванны. Возможность производить изменение диаметра пятна нагрева в широком диапазоне, позволяет варьировать изменение плотности мощности лазерного излучения в широком диапазоне, от реализации лазерной сварки в режиме теплопроводности до лазерной сварки в режиме глубокого проплавления [4, 5]
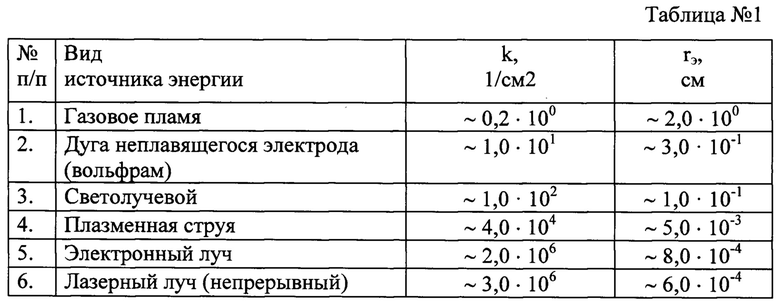
Где, k — коэффициент сосредоточенности сварочного источника энергии,
rэ — эффективный радиус пятна нагрева.
Высокое значение коэффициента сосредоточенности лазерного сварочного источника энергии минимизирует диаметр пятна нагрева (эффективный радиус пятна нагрева) и соответственно уменьшает объем сварочной ванны по сравнению с дуговой сваркой. Уменьшение объема сварочной ванны открывает возможность уменьшить ширину разделки свариваемых кромок.
Одним из необходимых условий получения качественного сварного шва при орбитальной лазерной сварке неповоротных стыков кольцевых соединений является минимизация объема сварочной ванны для уравновешивания силами поверхностного снижения силы тяжести, действующей на сварочную ванну [6].
Минимизация объема сварочной ванны требует корректировки геометрических размеров конструктивных элементов разделки свариваемых кромок с целью уменьшения площади разделки, отвечающих требованиям высокого значения коэффициента сосредоточенности лазерного источника энергии и использования длиннофокусной оптики с малым углом фокусировки, что позволяет значительно уменьшить угол скоса разделки и ширину разделки свариваемых кромок.
Эволюция изменения геометрии конструктивных элементов и уменьшения площади разделки свариваемых встык кромок для орбитальной сварки неповоротных соединений в зависимости от способа сварки и коэффициента сосредоточенности сварочного источника энергии показана на Фиг 1, где Фиг. 1а) и Фиг. 1б) стандартная геометрия разделки свариваемых встык кромок, определяемая технологией сварки промысловых и магистральных газопроводов [7].
Где, а) ручная дуговая сварка [7], б) дуговая автоматическая сварка [7], в) лазерная сварка в узкощелевую разделку.
Если определить геометрические размеры конструктивных элементов разделки свариваемых встык кромок для автоматической дуговой сварки как «узкую» разделку, то разделу под лазерную многопроходную сварку можно определить, как «узкощелевую» разделку.
Впервые технологическая схема сварки в узкую разделку была предложена в работе [8].
Применяя для лазерной сварки длиннофокусную оптику, имеющую малый угол фокусировки можно минимизировать угол скоса разделки свариваемых кромок до нескольких градусов, ширину разделки кромок и получить так называемую «узкощелевую» разделку стыка, которую можно применять для сварки металлов больших толщин, используя для этих целей многопроходную лазерную сварку, Фиг. 1в). Выбор геометрии конструктивных элементов разделки кромок определяется толщиной свариваемого металла, технологическими особенностями процесса лазерной сварки, режимом сканирования луча лазера и геометрическими параметрами сфокусированного луча лазера.
Мощность лазерного источника излучения определяет наибольшее значение высоты кромки притупления при сварке в режиме глубокого проплавления [4].
Применяя для лазерной сварки корневого шва мощные лазеры можно реализовать режим глубокого (канального) проплавления, за один проход, без разделки кромок шва, производить сварку встык толщин, превышающих возможности дуговых способов сварки, что открывает возможность увеличить высоту кромки притупления, Фиг. 2.
Где, а) Геометрические параметры конструктивных элементов разделки кромок под орбитальную лазерную сварку неповоротных стыковых кольцевых соединений: ±Δα; ±Δd; ±ΔD; ±Δβ; ±ΔС; ±ΔR — поле допуска конструктивных элементов разделки кромок.
б) Параметры сварного шва.
Где, К — корневой слой, Кор-К — Корректирующий-корневой проход без присадочной проволоки, З — заполняющие слои, О — облицовочный слой,
Кор-O — корректирующий-облицовочный проход без присадочной проволоки
Увеличение высоты кромки притупления позволяет уменьшить количество проходов при многопроходной сварке и, соответственно, сократить расход сварочных материалов: защитных газов и сварочной проволоки, уменьшить длительность технологического цикла сварки одного стыка.
Узкощелевая разделка свариваемых кромок позволяет реализовать при лазерной сварке раскладку (расположение) сварочных слоев по технологической схеме один валик в слое сварного шва, Фиг. 2.
Данная технологическая схема обеспечивает наиболее высокую производительность процесса сварки, так как требует минимального объема наплавленного металла.
Высокое значение коэффициента сосредоточенности лазерного источника энергии кроме преимуществ имеет и ряд недостатков. Качество формирования корня шва и обратного валика во многом определяется зазором между свариваемыми поверхностями кромок притупления. Малый диаметр пятна нагрева сфокусированного лазерного излучения требует минимизации такого конструктивного элемента как зазор или беззазорной сборки, что достаточно трудно реализовать, особенно при орбитальной сварке труб большого диаметра. Поэтому лазерную сварку притупления производят в режиме глубокого проплавления с присадочной проволокой.
Высокое значение коэффициента сосредоточенности лазерного источника энергии, а также распределение интенсивности (плотности мощности) сфокусированного пучка лазера в пятне нагрева, близкое к нормальному (гауссовому), может привести к появлению дефектов, поэтому с целью рассредоточения воздействия теплового потока, применяют осцилляцию (сканирование) пучка лазера, которая также изменяет формирование геометрии сварочной ванны, придавая заполняющему валику большую ширину. Раскрытие (ширину разделки) кромок необходимо соизмерять с амплитудой колебаний при осцилляции пучка лазера при определении ширины разделки кромок.
Учитывая вышеизложенное при орбитальной односторонней многопроходной лазерной сварке неповоротных стыковых кольцевых соединений требуется оптимизировать следующие конструктивные элементы разделки свариваемых кромок:
— высоту притупления кромок — С,
— ширину разделки кромок — dк со стороны кромок притупления,
— угол подъема поверхности разделки — β от кромки притупления к боковой поверхности разделки кромок,
— радиус сопряжения поверхностей разделки — R,
— угол скоса кромки — α,
— ширину разделки кромок с лицевой стороны шва — d,
— величину зазора между свариваемыми поверхностями кромок притупления — b.
Геометрия узкощелевой разделки свариваемых кромок показана на Фиг. 2
Поле допуска геометрических размеров конструктивных элементов определяется параметрами технологического процесса сварки и точностью механической обработки.
Значение высоты кромки притупления определяется наибольшей глубиной проплавления при лазерной сварке в режиме глубокого (канального) проплавления [4, 10].
Ширина разделки кромок со стороны кромок притупления — dк не должна превышать двойную амплитуду колебания луча лазера — А, но должна быть равна или больше лицевой ширины корневого шва — ек и определяется условием (1).
Полное содержание: https://patenton.ru/patent/RU2743131C1
