Универсальная система лазерной обработки материалов электронной техники МикроСЕТ + видео
Научная библиотека, Промышленные лазеры 10.11.2016 Комментарии к записи Универсальная система лазерной обработки материалов электронной техники МикроСЕТ + видео отключеныСергей Горный, к. т. н., Константин Юдин, Владимир Юревич, к. ф.-м. н. // Компоненты и технологии, № 7, 2016, с: 106-109
Мировой арсенал лазерных технологических систем для прецизионной размерной обработки насчитывает сотни наименований. Однако стандартные концепции, заложенные в основу конструкции таких систем, делают их коммерчески проигрышными на российском рынке. Ниже представлена система, построенная на базе волоконного лазера (производства ООО «ИРЭ-ПОЛЮС» с длиной волны 1,05–1,07 мкм, длительностью импульса 100 нс, энергией 1 мДж и частотой до 100 кГц) и прецизионного сканера. Такой дизайн делает ее экономически эффективной, а ряд уникальных технических решений позволяет сохранить высокую производительность и точности обработки.
Введение
Современные источники излучения лазерных технологических комплексов обеспечивают чрезвычайно высокую стабильность пространственно-временных характеристик излучения в широком диапазоне изменения энергетических характеристик. Зарубежные компании, специализирующиеся на производстве лазерных технологических комплексов для обработки материалов электронной техники, в настоящее время в основном завершают переход на пико- и фемтосекундные источники [1–3], генерирующие в области третьей-четвертой гармоник основной частоты излучения иона Nd3+. Это позволяет существенно уменьшить зону термовлияния и размер пучка в области взаимодействия излучения с веществом, что суммарно приводит к повышению разрешения технологического процесса вплоть до субмикронного [3–4]. Такая же абсолютная точность позиционирования пучка обеспечивается с использованием прецизионных линейных приводов [5–6], традиционно применяющихся в high-end-системах. Однако стоимость систем, построенных на базе перечисленных устройств, при наличии повышенных требований к точности, воспроизводимости и скорости позиционирования настолько велика, что их приобретение превращается в серьезную проблему даже для крупных государственных предприятий.
 Двухосевое сканирование через фокусирующую оптическую систему с плоским полем представляет альтернативную возможность позиционирования пучка относительно неподвижного объекта обработки.
Двухосевое сканирование через фокусирующую оптическую систему с плоским полем представляет альтернативную возможность позиционирования пучка относительно неподвижного объекта обработки.
Применение высокоскоростных прецизионных гальванических сканаторов позволяет получить рекордные скорости позиционирования (десятки метров в секунду), субмикронную воспроизводимость угловой координаты в сочетании с относительно невысокой стоимостью системы. Впрочем, в общем случае применение таких систем в микроэлектронике ограничивается отсутствием абсолютной линейной координаты на поле обработки, его геометрическими искажениями и существенной нетелецентричностью пучков на краях поля.
Общая стратегия разработки и уникальные решения
Стратегическая задача разработки заключалась в создании коммерчески доступной технологической установки для обработки материалов электронной техники на базе волоконных лазеров, генерирующих наносекундные импульсы на длине волны 1,06 мкм, и прецизионных гальванических сканаторов.
Для реализации этой задачи были применены следующие уникальные решения:
- Разработка высокоточного управления тепловым полем в обрабатываемых материалах за счет комбинации обрабатывающих проходов с различными скоростями, энергетическими, пространственными и временными характеристиками лазерных импульсов.
- Разработка линейки оптических систем, обеспечивающих дифракционное качество фокусировки пучка во всем диапазоне входных углов, рекордно малое отклонение поверхности наилучшей установки от плоскости и максимальное отклонение от телецентричности менее 0,15°.
- Минимизация лазерно-индуцированной термической аберрационной деградации качества обрабатывающего пучка за счет применения специальных оптических материалов и оптимальной конструкции оптических систем, построенных в основном на тонких концентрических и биапланатических компонентах.
- Минимизация геометрических искажений поля обработки, обусловленных совместным действием фундаментальной нелинейности двухзеркального сканера и дисторсии оптической системы путем представления закона движения зеркал нечетными полиномами пятой степени с кросс-переменными [7].
- Оптимизация траектории движения сфокусированного излучения в пространстве.
Конструкция системы
Перечисленные решения легли в основу конструкции системы лазерной обработки материалов электронной техники «МикроСЕТ». Она выполнена на базе волоконного лазера и представляет собой моноблочную конструкцию, смонтированную на жесткой раме и снабженную сдвижной дверью (рис. 1). Такая компоновка позволяет максимально использовать внутреннее рабочее пространство кабины при минимальных габаритных размерах всего станка, а также обеспечить защиту от лазерного излучения по первому классу лазерной опасности. Сканирующая головка расположена параллельно плоскости обработки и обеспечивает перемещение луча по двум углам, формируя основное поле обработки в размер стандартной подложки 60х60 мм.
Обрабатываемое изделие устанавливается на микрометрической системе позиционирования, обеспечивающей автоматическое движение с высокой точностью по трем взаимно перпендикулярным осям с ходом 102х102х13 мм, а также поворот в плоскости поля обработки на 360° в ручном режиме. Таким образом, система «МикроСЕТ» представляет собой шестиосный лазерный комплекс с возможностью высокоточного управления пространственно-временными характеристиками лазерного излучения. Системное программное обеспечение Maxigraf лазерного комплекса «МикроСЕТ» ориентировано на удобство пользователя, обладает дружественным интерфейсом и предусматривает легкую установку технологических параметров процесса лазерной обработки материалов. Для наблюдения за процессом и позиционированием обрабатываемого объекта относительно нулевой координаты либо реперных меток комплекс снабжен двухканальной системой видеонаблюдения с одновременным выводом обоих изображений на монитор компьютера по шине USB 2.0. Систем видеонаблюдения построена на двух трехмегапиксельных CMOS-камерах с размером пикселя 3,2 мкм и поддерживает разрешение в диапазоне от VGA до QXGA. Общее увеличение системы с большим полем зрения
регулируется в диапазоне от 1 до 2. Общее увеличение второй системы регулируется в диапазоне от 30 до 180. Это позволяет наблюдать за процессом как в большом поле зрения при относительно незначительном увеличении, так и при большом увеличении малого поля. Программные настройки интерфейса видеоканала разрешают установить оптимальные усиление и экспозицию, увеличивать, уменьшать и отражать изображение. Инструменты «Центр», «Подвижное
перекрестье», «Подвижная окружность» дают возможность точной привязки объекта к нулю координат системы перемещения и обработки изделия как с одной позиционной установки, так и после предыдущих технологических операций.
Технологические возможности системы «МикроСЕТ».
С точки зрения проблемы взаимодействия излучения с веществом, для изделий электронной техники применяются весьма специфические материалы. Сюда входят поли- и монокристаллические полупроводники (кремний, арсенид галлия и др.), керамические материалы на основе оксидов алюминия и кремния, различные нитриды, карбиды, драгоценные металлы и сплавы. Кроме того, в электронной технике часто возникает необходимость обработки изделий из биматериалов, например изготовление элементов печатных плат на основе алундовой керамики, покрытой слоем меди. Заметные температурные градиенты, неизбежно возникающие при лазерной обработке таких материалов и изделий, обычно приводят к драматическому ухудшению качества процесса либо его полному срыву за счет термодеформации и термораскалывания подложек, образования дефектов на обрабатываемых пленках, отсутствия селективности лазерного воздействия на многокомпонентные структуры. Перечисленные задачи в общем случае не могут быть решены обычными методами лазерного воздействия. Технические решения, заложенные в конструкцию установки, открывают новые возможности при создании и реализации технологий лазерной обработки материалов электронной техники и позволяют внедрять абсолютно новые в технологическом отношении процессы, а также одновременно решать стандартные технологические задачи по обработке материалов электронной техники.
Технологические процессы, реализованные системой «МикроСЕТ»
На сегодняшний день существует ряд новых технологий обработки материалов электронной техники. Перечень наиболее значимых приведен ниже:
- 3D-гравировка металлов.
- Лазерное скоростное сверления отверстий в металлических и керамических материалах.
- Бездефектная контурная резка керамики.
- Бездефектная контурная резка полупроводниковых материалов.
- Формирование фасонных отверстий и мезаструктур в материалах электронной техники.
- Деметаллизация и изготовление печатных плат на керамической основе.
- Создание топологий высокого разрешения.
- Изготовление штриховых мир.
- Подгонки резисторов.
Большое разнообразие применений обусловлено широким диапазоном технологических параметров как лазерного излучения, так и оптических свойств, и динамических характеристик оборудования.
Совокупность параметров излучения, фокусировки и управления движением луча создают уникальные возможности по обработке самых разнообразных материалов. Реализованные технологические процессы иллюстрируются на рис. 2–5. Рассмотрим подробнее наиболее интересные из них.

Разнообразные виды керамики широко применяются в электронной технике для изготовления подложек и различных элементов.
Как правило, это тугоплавкие высокопрочные материалы на основе различных оксидов (алюминия, кремния) карбидов, боридов и т. д. или их комбинации. Такие материалы крайне трудно обрабатываются всеми доступными методами, в том числе и лазерным. Основная проблема состоит в том, что пластичность данных материалов низка, а возникающие градиенты температур очень высоки. Это приводит к образованию сколов, трещин, формированию сильно внутренне напряженных участков и образованию других дефектов при лазерной обработке подобных материалов. Описанного результата можно избежать при достаточно точном управлении нагревом с учетом термических циклов, возникающих при лазерном воздействии на материалы такого рода.
На рис. 2 представлены результаты вырезки отверстий диаметром 1 мм в подложке из поликора толщиной 1 мм (рис. 2, поз. 1) и сверления отверстий диаметром 20 мкм в поликоровой подложке толщиной 0,5 мм (рис. 2, поз. 2). При этом качество отверстий как при контурной резке, так и при сверлении достаточно приемлемое — сколов и трещин нет, относительная конусность не превышает 1–2%.
Производительность приведенных процессов для отверстий диаметром 1 мм — три отверстия в минуту, для отверстий диаметром 20 мкм — 60 отверстий в минуту. Внутренние напряжения у кромки реза не превышают предел текучести материала и при последующей временной релаксации не приводят к образованию каких-либо дефектов. Аналогичные режимы обработки применимы и к керамике типа 22 хс (рис. 2, поз. 8).
Установка «МикроСЕТ» позволяет получать в хрупких керамических материалах не только гладкие формы (окружность), но и формы с прямыми углами (квадратные и прямоугольные отверстия), а также при необходимости и создавать формы любой сложности, в том числе и с острыми углами. Следует отметить, что и в этих случаях удается получить качественные бездефектные кромки в различных керамиках — поликоре (рис. 2, поз. 3), феррите (рис. 2, поз. 6, 7). Многие технологические операции возможны не только
применительно к керамическим материалам, но и моно- и поли кристаллам, например к обработке синтетического рубина (рис. 2, поз. 5). Отдельно рассмотрим процессы обработки комбинированных материалов — керамики с различными металлическими и другими и покрытиями. Система предполагает обработку плоских и сложных по геометрии поверхностей (рис. 2, поз. 9, 10) с высоким качеством — металлический слой полностью удаляется с формированием четкой кромки при неизменном сохранении свойств поверхности подложки. Таким методом можно получать «дорожки» и «перемычки» размером до 1–2 мкм. Стандартные технологические применения лазеров для об-
работки керамических материалов, в частности скрайбирование (рис. 2, поз. 11) и другие, также обеспечивается конструктивными и техническими параметрами лазерной системы «МикроСЕТ».

Высокостабильный волоконный лазер предусмотренный в системе, в совокупности с широким диапазоном изменения параметров определяет технологическую универсальность установки и позволяет обрабатывать металлические материалы (рис. 3). При этом возможны различные операции, например формирование 3D-структур (рис. 3, поз. 1–3) в разнообразных металлах и сплавах, вырезка фигурных пазов в тонких стенках металлических конструкций и изделий (рис. 3, поз. 5), получение точных калиброванных отверстий в деталях машин и механизмов.
Особенностью системы «МикроСЕТ» является высокая универсальность. Так, на рис. 4 представлены различные иллюстрации практического применения системы в области обработки материалов и изделий электронной техники — вырезка элементов и отверстий в керамике LTCC (рис. 4, поз. 1, 5), разделение и получение рабочих элементов из пластины лейкосапфира путем скрайбирования (рис. 4, поз. 2), создание элементов высокочастотных устройств формированием металлических топологий на керамической подложке (рис. 4, поз. 4), вырезка фигурных форм оловянно-свинцового припоя (рис. 4, поз. 6).
Специально отметим возможности обработки полупроводниковых материалов.
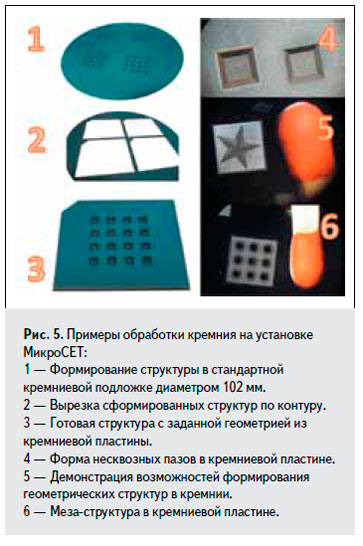
Технологически установка «МикроСЕТ» способна производить вырезку сложных контуров, формирование пазов, выборок, фасонных отверстий в кремнии, арсениде галлия и других полупроводниках. Это важно, поскольку данные материалы плохо поглощают лазерное излучение с длиной волны 1,06 мкм и обычно не режутся по контуру таким излучением. Технические параметры системы «МикроСЕТ» позволяют реализовать процессы вырезки сложных форм из кремниевых пластин с одновременным формированием геометрических
структур (рис. 5, поз, 1–4), а также различных геометрических форм и образов, так называемых меза-структур (рис. 5, поз. 5, 6) в различных полупроводниковых материалах. Качество получаемых изделий достаточно высокое, кромки без дефектов и сколов с минимальными скосами.
Приведенные на рисунках примеры показывают, что система «МикроСЕТ» обладает высоким технологическим потенциалом эффективного применения для обработки материалов и изделий электронной техники.
Заключение
Сочетание технических и инженерных решений, положенных в основу концепции и дизайна установки, открывает широкие возможности для создания лазерных технологических операций обработки материалов электронной техники. Использование высокостабильных волоконных лазеров, действующих совместно с прецизионными сканирующими системами, позволило реализовать принцип высокоточного управления тепловым полем и получить абсолютную точность воспроизведения координаты на уровне единиц микрометров
с субмикронной повторяемостью, что удовлетворяет большинству действующих стандартов на размерную лазерную обработку материалов электронной техники. В то же время разработанная система вполне коммерчески доступна, а ее использование позволяет существенно улучшить экономические показатели реализуемых технологических процессов.
Литература
1. Chichkov B. N. et. al. Femtosecond, picosecond and nanosecond laser ablation of solids // J. Appl. Phys. A. 1996. V. 63.
2. Klimt B. Micromachining with industrial picosecond lasers // Laser Technik Journal. 2007. V. 4.
3. Rihakova L. and Chmelickova H. Laser micromachining of glass, silicon, and ceramics // Hindawi Publishing Corp., Adv. Mat. Sci & Eng, 2015.
4. Zeng X et. al. Ultraviolet femtosecond and nanosecond laser ablation of silicon: ablation efficiency and laser-induced plasma expansion // Proc. SPIE v. 5448. 2004.
5. w w w . k u g l e r — p r e c i s i o n . c o m / i n d e x .
php?MICROMASTER‑3–5X
6. w w w . a e r o t e c h . c o m / p r o d u c t — c a t a l o g / s t a g e s / l i n e a r s t a g e . a s p x
7. Yurevich V. et al. Optical design and performance of F‑Theta lenses for high-power and high-precisionapplications // Proc. SPIE v. 9626. 2015.
3D-гравировка металлов арсенид галлия бездефектная резка керамики волоконный лазер конусность кремниевые пластины кромка реза лазерное воздействие лазерное сверление лазерный комплекс лазерный луч лейкосапфир меза-структуры микроэлектроника поликор полупроводниковые материалы прошивка керамики скрайбирование создание топологий термодеформация термораскалывание титан феррит формирование мезаструктур электронная техника
