Тенденции в области промышленных лазерных решений
ИноСМИ, Лазерные технологии, Новости науки и техники 14.01.2019 Комментариев к записи Тенденции в области промышленных лазерных решений нетПоскольку лазеры отвечают требованиям точности, снижаются затраты и появляется множество новых приложений.
Требования к лазерам растут, так как возрастает потребность в точности в производстве и других областях применения. В целом, лазеры обеспечивают процессы, которые невозможно выполнить экономичнее любым другим способом — например, сверление отверстий, селективное удаление материала или текстурирование поверхности. Лазеры также позволяют новые методы визуализации.
Однако для таких применений могут потребоваться различные усовершенствования лазера, включая более короткую ширину импульса, более высокую частоту повторения, изменяющиеся длины волн, большую мощность, лучшее качество излучения и увеличенная продолжительность непрерывной работы.
Эти потребности должны быть удовлетворены при одновременном снижении первоначальных и текущих расходов. В ответ поставщики совершенствуют существующие системы, а исследователи разрабатывают новую электрооптику лазеров, которая предлагает гораздо более высокую частоту повторения.
3D-Micromac AG из Хемница, Германия, которая специализируется на лазерной микрообработке, видит возможности и проблемы. «Мы сталкиваемся с различными требованиями к лазерным источникам», — сказал Уве Вагнер, управляющий директор компании. Компания в основном нацелена на производство фотоэлектрических, полупроводниковых и MEMS систем. По словам Вагнера, для 3D-Micromac увеличение мощности лазера не является их главной задачей. «Мы больше заботимся о [улучшении] стабильности и качестве луча», — сказал он.
Микрообработка
Лазерный инструмент компании 3D-Micromac AG для подготовки образцов для диагностики микроструктуры и анализа отказов является одним из примеров. Фрезерование сфокусированным ионным пучком традиционно использовалось для удаления материала и, таким образом, подготовки образца для анализа с помощью просвечивающей электронной микроскопии. Однако процесс фрезерования занимает несколько часов. Использование лазера для большей части абляции значительно ускоряет процесс, но лазер не должен повредить поверхность образца. Следовательно, решение — это лазер с ультракороткими импульсами (USP) малой мощности или мощностью менее 10 Вт, который точно контролируется. Подготовка образца сокращается до получаса, возможно, до одной десятой части времени, необходимого для фрезерования.
Это новое использование лазерной микрообработки представляет собой возможность, но проблемы остаются. Поскольку лазерная система имеет промышленное применение, она должна быть недорогой для покупки и эксплуатации, и она должна быть надежной и простой в использовании. Лазер также должен легко интегрироваться в систему, которая позволяет 3D-Micromac сокращать расходы.
Тенденция к миниатюризации элементов влияет на детали как больших, так и малых размеров, сказал Йорис ван Нунен, директор по маркетингу продуктов для подразделения промышленных пикосекундных лазеров в Санта-Кларе, штат Калифорния, Coherent Inc. Меньшие детали могут обрабатываться на поверхности бОльших деталей.
Примеры можно найти в ближайшем смартфоне.
Разнообразные лазеры и процессы используются для резки стеклянных или сапфировых подложек дисплея и активной электроники, которая управляет дисплеем, включая непрерывные или почти непрерывные СО2 и СО ИК-лазеры, пикосекундные импульсные микронные лазеры, а также зеленые или УФ-лазеры с наносекундной или меньше длительностью импульса. Выбор лазера зависит от материала, применения и производственных требований. В целом экраны смартфонов становятся больше, и полезная часть дисплея должна быть как можно ближе к краю. В результате производственные затраты становятся вдвое дешевле, чем были раньше.
«Зоны, подверженные тепловому воздействию, сокращаются, они ниже 50 мкм для материалов дисплеев толщиной в сотни микрон», — сказал ван Нунен.
Все более мелкие детали ведут лазерные системы к более коротким длинам волн, если только нет какой-то другой причины, кроме базовой физики.
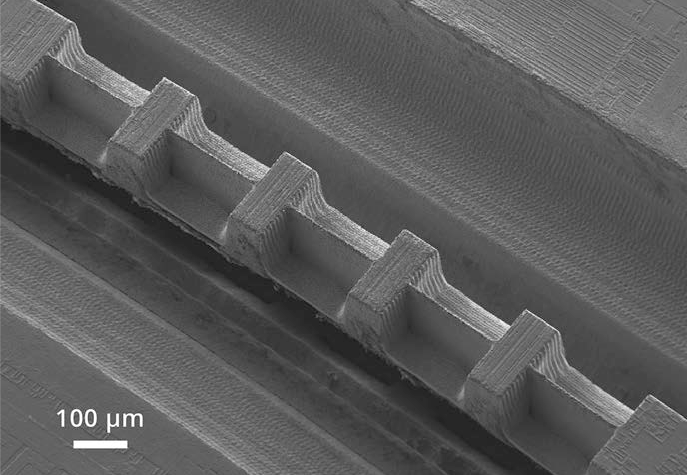
Рис. Как продемонстрировали исследователи, микроволновая полость, которая уменьшает электронный шум, является ключом к новой лазерной технологии с более высокой частотой повторения импульсов. NIST
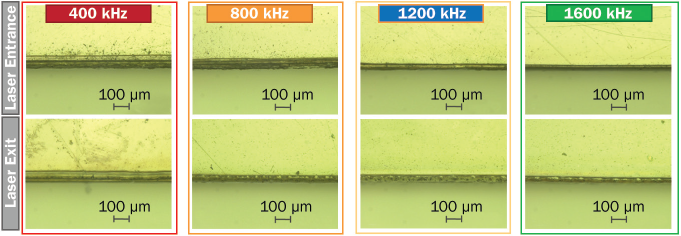
Рис. Резы, сделанные пикосекундным УФ-лазером в образце, представляющем типичный OLED-дисплей, показывают улучшение качества реза при увеличении частоты повторения. Результаты исследования показывают, что увеличение частоты повторения при сохранении средней мощности улучшает производительность и качество, что указывает на возможную выгоду от повышения частоты повторения еще больше. Coherent.
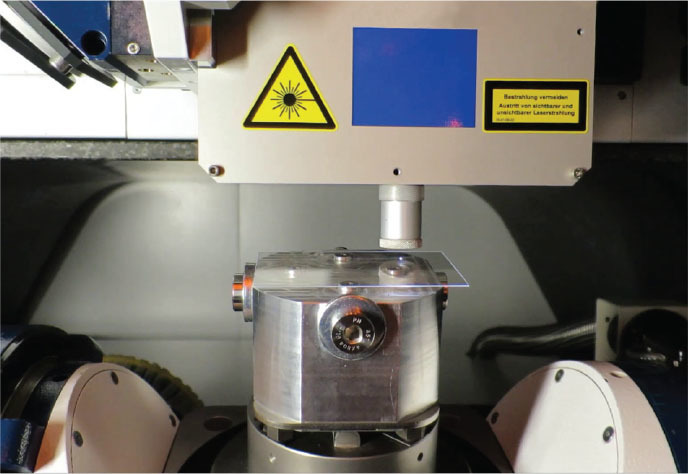
Рис. Верхний модуль для резки стекла лабораторной системы, более точный с использованием лазеров. GmGbFHH.
Для лазеров это означает, что ширина импульсов может быть короче, поскольку это снижает тепловое воздействие. Другой вариант — перейти на более короткую длину волны, например, перейти от зеленого к ультрафиолетовому излучению, чтобы увеличить оптическое поглощение образцом. Лучший подход, тем не менее, зависит от материала.
Марко Мендес (Marco Mendes), директор по разработке лазерных приложений для отдела систем обработки материалов, говорит: «Все более мелкие детали приводят лазерные системы к более коротким длинам волн.»
Ван Нунен сказал, что в будущем некоторые приложения будут нуждаться в большей производительности. Одним из возможных решений может быть разделение луча на несколько источников, что может повысить производительность за счет создания множества рабочих позиций. Расщепление луча также может снизить затраты на одну деталь, поскольку вместо многих потребуется только один высококачественный лазер. Многопозиционный подход может быть объединен с новыми технологиями сканирования, чтобы увеличить производительность еще больше, тем самым еще больше уменьшив стоимость каждой детали при прочих равных условиях.
Оксфорд, штат Массачусетс. Размер обрабатывающего инструмента определяется размером лазерного пятна, а более короткие длины волны приводят к меньшему размеру пятна. Мендес указал на это как на причину того, что лазеры с длиной волны 1 мкм продолжают завоевывать приложения, которые исторически выполнялись лазерами с длиной волны 10 мкм.
Он добавил, что проектирование производимых изделий с меньшими по-размеру элементами делает контроль качества луча более важным, поскольку он влияет на размер пятна. Высокоточное удаление материала посредством абляции также требует точного контроля того, сколько удаляется с каждым импульсом, а это означает, что длительность импульса и мощность должны строго контролироваться. Эта потребность в точности распространяется не только на сам лазер.
Качество луча
«Точность позиционирования и размеров деталей, обработанных лазером, будет зависеть от платформы движения рабочей станции, а также от подачи луча», — сказал Мендес.
В то же время эти системы должны снижать эксплуатационные расходы и общую стоимость владения. Комбинирование с простыми конструкциями с толстыми стенами могло бы достигнуть этого, потребляя меньше электроэнергии. Более простая конструкция снижает затраты, поскольку система использует меньше компонентов. Это также может улучшить время безотказной работы за счет устранения потенциальных проблем, таких как неправильная настроенная объемная (внешняя) оптика.
Мендес предсказал дальнейшие улучшения. Эти улучшения позволят — такие как микрообработка и микросварка — вытеснить существующие технологии и позволят использовать новые возможности.
Билл Холткамп (Bill Holtkamp) — менеджер по продажам производителя TRUMPF North America в Санта-Кларе, штат Калифорния, — подтвердил, что лучшее качество луча наряду с инновациями может привести к новым применениям. Улучшенное качество луча облегчает разделение луча
Расщепление луча может быть использовано для увеличения, например, резки или обработки, на большую площадь с минимальной зоной термического из-за тонкой лазерной линии. Оптически это представляет собой проблему, которая может быть решена с помощью дифракционных оптических элементов (DOE), чтобы разделить луч на 100 и более пятен. Эти пятна могут использоваться по отдельности или накладываться друг на друга, образуя линию, сказал Хольткамп.
«DOE также могут производить другую пространственную сварку или текстурирование поверхности», — сказал он.
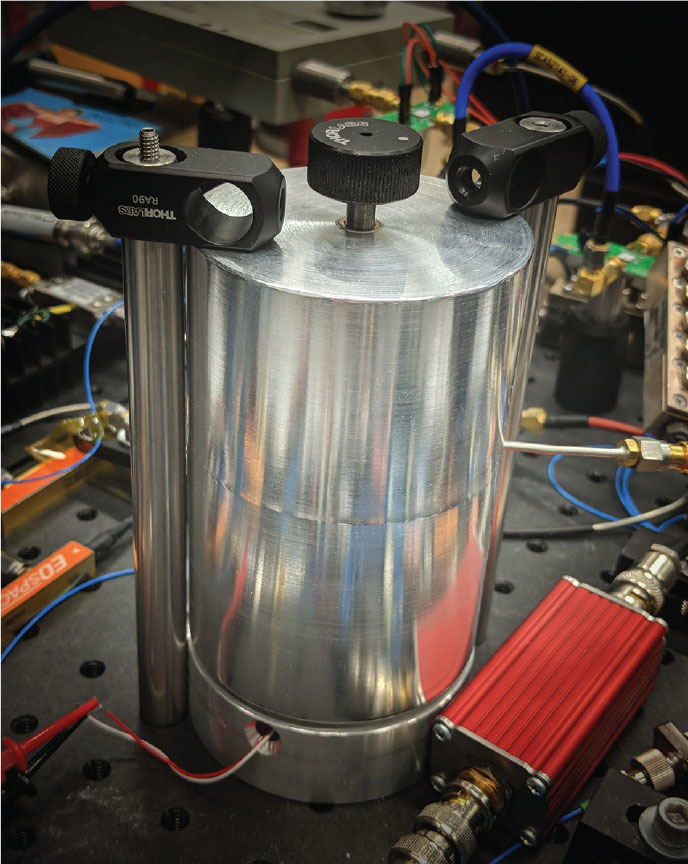
Рис. Как продемонстрировали исследователи, микроволновая полость, которая уменьшает электронный шум, является ключом к новой лазерной технологии с более высокой частотой повторения импульсов. NIST
Импульсы и пакеты импульсов
Эти нововведения могут стать причиной появления других новых применений, таких как сверхбыстрый лазер с возможностью изменения длительности импульса при сохранении качества пучка и пространственной стабильности. Эта возможность позволит инженерам-технологам настраивать импульсы и движение сканатора. По словам Хольткампа, TRUMPF продемонстрирует эту технологию в начале 2019 года.
Помимо длительности импульса, важно контролировать временную последовательность и форму импульсов, чтобы удовлетворить требования к точности, сказал Херман Чуи, старший директор по маркетингу продукции в Санта-Кларе, Калифорния, Spectra-Physics. Твердотельный лазерный производитель является подразделением MKS Instruments Inc.
Регулировка количества импульсов в пакете, а также их энергии и формы может улучшить скорость удаления материала и контроль процесса.
Полезна также возможность запуска импульсов по требованию способом, синхронизированным с движением. «Возможно, вам придется ускоряться по кривой, — сказал Чуи. «Возможность контролировать время очень важна, так что вы не накладываете импульсы друг на друга, когда движение замедляется или ускоряется».
По мере снижения затрат лазеры находят применение в новых приложениях, таких как текстурирование поверхности и микропаттернирование.
Новые области применения
По мере снижения стоимости лазеры в других отраслях, таких как текстурирование поверхности и микропаттернирование.
Эти обработки могут или биомиметические приложения, заставляя жидкость двигаться в одном направлении, а не в другом. Снижение затрат позволяет применять их в совершенно новых областях, таких как сбор тумана в новом способе получения воды.
В отличие от современных методов сбора тумана, которые требуют больших листов холста и больших установок, лазерный паттернинг может работать с гораздо меньшими участками, в то же время получая полезное количество воды.
Наконец, инновации указывают на появление новых лазерных технологий.
Используя обычную электронику, физики из Национального института стандартов и технологий (NIST) создали лазер, который пульсирует в 100 раз чаще, чем обычные сверхбыстрые лазеры. Такие лазеры основаны на технологии с синхронизацией мод. Так, команда NIST использовала электрооптическую технику для преобразования непрерывного пучка непосредственно в импульсы, по словам Дэвида Карлсона, исследователя и ведущего автора научной статьи за сентябрь 2018 года, в которой описана работа.
Этот оптический лазер в качестве источника все же генерирует импульсы, сопоставимые по уровню шума, ширине полосы и длительности со стандартным сверхбыстрым лазером, сказал Карлсон.
Новая лазерная технология обеспечивает гораздо более высокую частоту повторения. Как и в случае других лазерных технологий, это приводит к снижению пиковой интенсивности — результат распределения общей средней мощности по большему количеству импульсов. Однако такие улучшения могут не иметь значения для таких применений, как биологическая визуализация, где необходимо поддерживать интенсивность на низком уровне, чтобы избежать повреждения тканей. Там«Вы можете потенциально получить данные о частоте повторения электронных шумов, комбинируя их с нанофотонными устройствами на основе нитрида кремния», — сказал Карлсон, добавив, что исследовательская группа NIST исследует именно такое использование.
Эти инновации предвещают лазерам применение в приложениях с требованиями точности . Повышение характеристик с точки зрения производительности наряду с энергозатратами означает, что производители рассматривают возможность использования лазеров в приложениях, где лазеры раньше были бы слишком дороги. Производители инструментальных средств также создают новые системы для замены других подходов, таких как использование лазера вместо фрезерования сфокусированным ионным пучком.
Вагнер из 3D-Micromac сказал: «Появляются новые рынки и совершенно новые приложения».
Хэнк Хоган, CONTRIBUTING
Источник:https://www.photonicsspectra-digital.com/

Leave a comment
You must be logged in to post a comment.