Контролирование дефектов в 3D-печати
3d-печать, ИноСМИ 04.03.2019 Комментарии к записи Контролирование дефектов в 3D-печати отключеныИсследователи из Аргоннской национальной лаборатории и Университета Карнеги-Меллона определили причину дефектов в 3D-печати, открывая путь к лучшему качеству и лучшему контролю готовой продукции.Усовершенствованный источник фотонов Advanced Photon Source из Argonne (APS) использовался для получения сверхбыстрого видео и изображений лазерной наплавке по порошковому слою (laser powder bed fusion, LPBF), процесса, в котором лазеры используются для создания продукта путем сканирования каждого слоя порошка и плавления металла там, где это необходимо.
Исследователи наблюдали за тем, что происходило, когда лазер перемещался по металлическому порошковому слою, создавая каждый слой продукта. Экспериментальная платформа APS включала в себя лазерный аппарат, специализированные детекторы и специализированные приборы для лучевых измерений.
Ученые из Argonne находятся в клетке у усовершенствованного источника фотонов Argonne, перед специализированной системой, которая может имитировать процесс лазерной наплавки по порошковому слою в коммерческом 3D-принтере. На снимке слева направо по часовой стрелке изображены Камель Фецца, ученый APS по лучевым измерениям; Тао Сун, ученый APS по ллучевым измерениям; Цан Чжао, постдок APS; и Ниранджан Параб, постдок APS. Предоставлено Аргоннской Национальной Лабораторией.
«Большинство людей думают, что вы излучаете лазерный луч на поверхность металлического порошка, свет поглощается материалом, и он плавит металл в ванне расплава. На самом деле, вы реально сверлите дыру в металле », — сказал профессор Карнеги-Меллон Энтони Роллетт.
В идеальных условиях форма расплавленной ванны мелкая и полукруглая. Но во время самого процесса печати мощный лазер, часто движущийся с низкой скоростью, может изменить форму ванны расплава на нечто вроде замочной скважины: круглое и большое сверху, с узким острием внизу. Исследователи обнаружили, что плавление в режиме «замочной скважине» может привести к дефектам в конечном продукте. Они показали, что «замочные скважины» образуются при достижении определенной плотности мощности лазера, достаточной для кипения металла, что подчеркивает важность уровня мощности лазера, используемого в процессе аддитивного производства.
«Основываясь на этом исследовании, мы теперь знаем, что феномен «замочной скважины» во многих отношениях важнее, чем порошок, используемый в аддитивном производстве», — сказал исследователь Росс Каннингем. «Наше исследование показывает, что вы можете предсказать факторы, которые приводят к «замочной скважине», а это значит, что вы также можете выделить эти факторы для достижения лучших результатов».
Образование «замочных скважин» или заполненных паром каналов при лазерной сварке представляет большую проблему для аддитивного производства. Исследования группы показывают, что эти «каналы пара» существуют практически при любых условиях в процессе 3D-печати, и как предсказать, когда небольшое углубление перерастет в большое нестабильное углубление, которое потенциально может привести к дефекту.
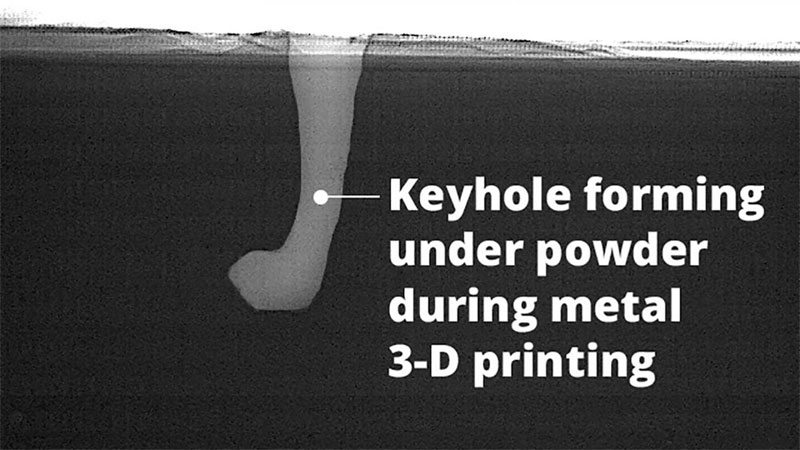
Это изображение, полученное под синхротроном в Аргоннской национальной лаборатории, показывает пустоту «замочной скважины», которая должна образоваться в процессе 3D-печати на металле. Во время слияния лазерного порошка 3D-принтер «сверлит» отверстие в металле. Предоставлено Университетом Карнеги-Меллона.
Команда считает, что это исследование может побудить производителей машин для аддитивного производства к большей гибкости при управлении машинами, и что улучшенное использование машин может привести к значительному улучшению конечного продукта. Кроме того, если применить эти идеи, процесс 3D-печати может ускориться.
«Это важно, потому что 3D-печать в целом довольно медленная», — сказал Роллетт. «Чтобы напечатать деталь высотой в несколько дюймов, нужны часы. Это нормально, если вы можете позволить себе оплатить технику, но нам нужно работать лучше ».
Исследование было опубликовано в журнале Science (http://dx.doi.org/10.1126/science.aav4687).
ЛЕМОНТ, Иллинойс, и Питтсбург, 26 февраля 2019 г
Источник:
https://www.photonics.com/Articles/Controlling_Defects_in_3D_Printing/a64406
