Способ гибридной лазерно-дуговой сварки толстостенных труб. Патент.
Научная библиотека 03.03.2023 Комментарии к записи Способ гибридной лазерно-дуговой сварки толстостенных труб. Патент. отключеныАнтон Бильгуварович Гизатуллин, Игорь Александрович Романцов, Сергей Викторович Шандер, Михаил Александрович Федоров, Дмитрий Алексеевич Мурзин, Виктор Викторович Шандер, Марат Равилевич Мустафин // Патент RU2787195C1
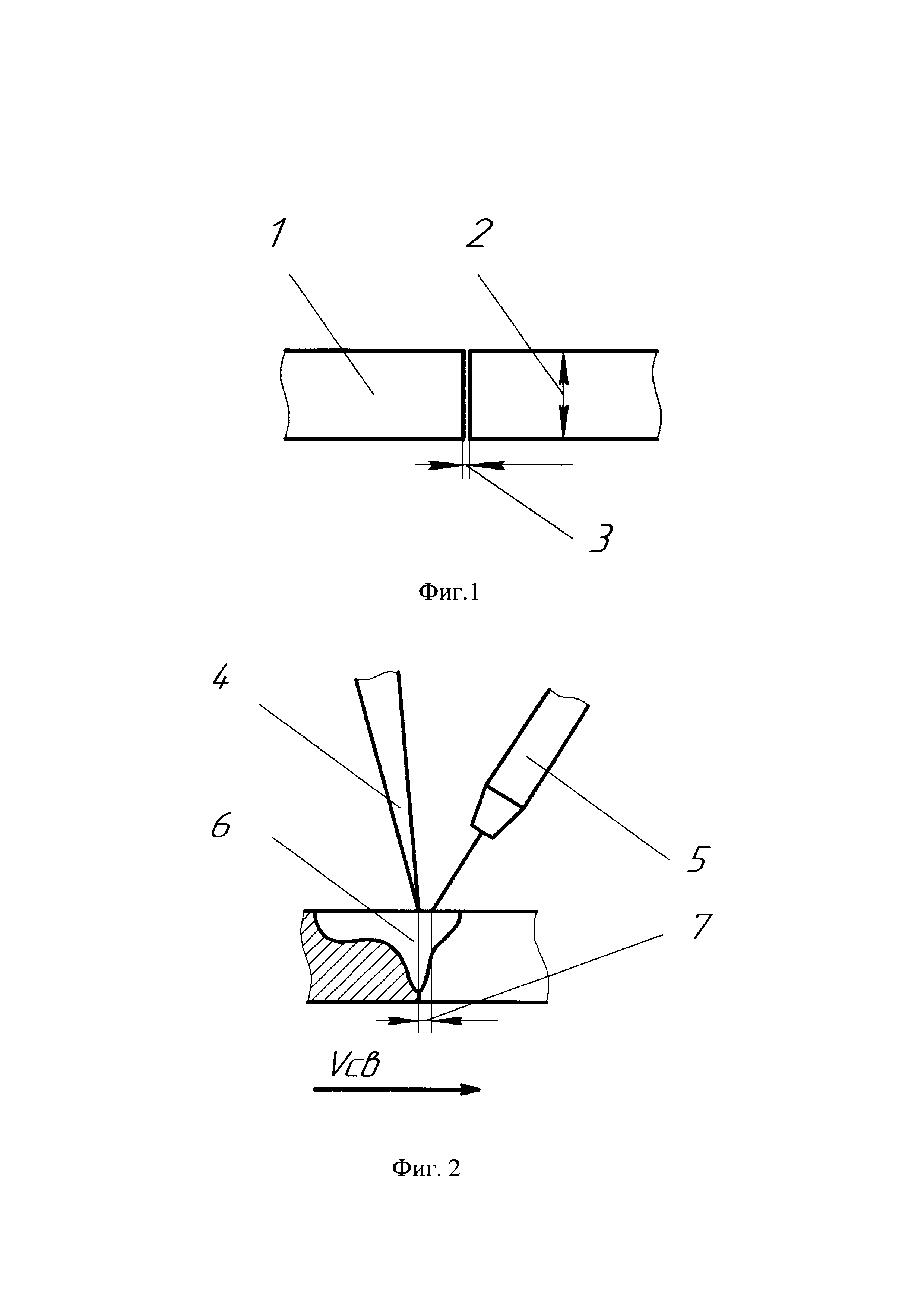
Изобретение относится к способу гибридной лазерно-дуговой сварки толстостенных труб, в частности к сварке продольных прямолинейных швов трубной заготовки с толщиной стенки от 15,0 мм из легированных сталей. Осуществляют формовку трубной заготовки, сведение кромок без предварительной разделки и последующее выполнение с наружной стороны заготовки корневого сварного шва. Корневой шов выполняют путем совместного воздействия на поверхность кромок лазерным лучом и электрической дугой, которую располагают перед лазерным лучом и направляют с наклоном к поверхности кромок. При выполнении корневого шва с наружной стороны заготовки направляют расфокусированный лазерный луч диаметром 1-1,5 мм под углом к свариваемым поверхностям со стороны, противоположной от электрической дуги, оставляя с внутренней стороны непереплавленную часть кромок толщиной не более 3 мм. Затем выполняют с внутренней стороны облицовочный шов электродуговой сваркой на глубину не более 5-7 мм. Технический результат состоит в повышении качества сварных прямошовных труб за счет уменьшения ширины зоны термического влияния и получения равнопрочной сварной трубы при сохранении механических свойств. 1 з.п. ф-лы, 1 табл., 3 ил.
Изобретение относится к сварке труб с толщиной стенки от 15,0 мм, в частности к сварке продольных прямолинейных швов сформованной трубной заготовки, и может быть использовано при производстве труб различного диаметра из легированных марок сталей, а также толстостенных металлоконструкций.
Лазерную или гибридную лазерно-дуговую сварку толстостенных труб и металлоконструкций зачастую выполняют с разделкой кромок под сварку, обеспечивая при этом наружную и внутреннюю фаску, а также притупление кромок, которое в дальнейшем проваривают на всю глубину лазерным лучом или комбинацией лазерного луча и электрической дуги, получая корневой сварной шов. Разделку кромок выполняют для уменьшения величины притупления, что позволяет выполнять сварку толстостенных конструкций с меньшей мощностью лазерного излучения.
Известен способ лазерно-дуговой сварки вертикальных стыков толстолистовых стальных конструкций (патент RU №2578303, В23К 26/348, В23К 26/40, В23К 33/00, опубл. 27.03.2016). Способ позволяет сваривать толстостенные металлоконструкции при помощи лазерно-дуговой сварки с предварительной разделкой кромок стыкового соединения. Разделку кромок перед сваркой выполняют в виде Х-образного профиля с притуплением от 40 до 50% от исходной толщины заготовки. Сварку выполняют насквозь за один проход на всю глубину притупления.
Недостатком данного способа является то, что при сквозном проплавлении притупления с лицевой стороны сварного стыка будет наблюдаться проседание сварного шва вследствие вытекания расплава в корневой части. В корневой части сварного шва, в свою очередь, могут наблюдаться наплывы расплавленного металла в виде грата, что потребует дополнительных трудозатрат по удалению грата с внутренней поверхности сварного стыка и дополнительному заполнению проседания сварного шва с наружной стороны. Кроме того, необходимо дополнительно выполнять два сварочных прохода для заполнения Х-образного профиля разделки кромок с наружной и внутренней стороны, что повлечет за собой большой расход сварочных материалов и снижение производительности процесса сварки изделия. Ввиду большого объема наружного и внутреннего заполняющих швов механические характеристики в сечениях сварного соединения будут значительно ниже, чем характеристики непосредственно лазерного шва в середине толщины стенки.
Известен способ гибридной лазерно-дуговой сварки стальных толстостенных конструкций (патент RU №2679858, В23К 26/348, В23К 33/00, опубл. 13.02.2019), который позволяет сваривать при помощи гибридной лазерно-дуговой сварки толстостенные металлоконструкции с толщиной стенки от 25 мм до 50 мм с предварительной разделкой кромок. Для осуществления способа разделку кромок выполняют симметричной в виде X-или Y-образного профиля, а участки притупления кромок выполняют под углом 1-5° друг к другу. Сварку осуществляют со сквозным проплавлением на всю толщину притупления, после лазерно-дуговой сварки корневого шва дополнительно накладывают внутренний и наружный облицовочные швы для заполнения оставшейся части разделки кромок.
После лазерно-гибридной сварки пластину переворачивали и с внутренней стороны под слоем флюса накладывали облицовочный шов с переплавлением оставшейся непереплавленной корневой части металла пластины и корневой части металла лазерно-гибридного шва. При сварке внутреннего облицовочного шва использовали электродуговую сварку с проволокой сплошного сечения диаметром 4 мм.
Сварные стыки подвергали неразрушающим методам контроля, по результатам которых не было обнаружено дефектов во всех сечениях сварного соединения. После сварки внутреннего облицовочного шва не требовалось выполнения дополнительных операций, вся толщина металла была проплавлена за два прохода с образованием лазерно-гибридного шва на большей части толщины стенки и небольших ровных и плотных валиков с наружной и внутренней сторон.
