Взгляд на лазерную гибридную сварку в автомобильной промышленности
Промышленные лазеры 28.07.2017 Комментариев к записи Взгляд на лазерную гибридную сварку в автомобильной промышленности нетЛазерная сварка и газовая дуговая сварка в защитных газах обеспечивают хорошую работоспособность в производстве высокоскоростных качественных соединений
Автор: HERBERT STAUFER
Лазерная сварка является отличным процессом для производства высокоскоростных соединений с небольшой зоной термического воздействия, но для этого требуется обеспечение требований в размере зазора. С другой стороны, дуговая сварка в защитных газах и тандемная сварка значительно облегчает эти несоответствия в размере зазора. Сочетание процессов оказалось успешным для некоторых автопроизводителей.

Рисунок 1
сварочная голова, предназначенная для лазерной гибридной сварки, весит около 16,5 фунтов. (7,5 кг) и работает с мощностью лазера мощностью 4 кВт при токовой нагрузке 250 ампер при 100-процентном рабочем цикле.
Сегодняшние покупатели автомобилей требуют все более высокого качества продукции и улучшения производительности своих автомобилей. Непрерывные инновации в производстве необходимы для удовлетворения этих требований клиентов.
Это особенно верно в том, что касается сварки. Автомобильные OEM-производители нуждаются в технологии соединения, которая обеспечивает более высокую скорость сварки, чтобы ускорить производственные циклы, сохраняя при этом качественные соединения, а также достаточно гибкую, чтобы преодолевать зазоры, когда дело доходит до несоответствующих краев деталей. До недавнего времени обычные процессы лазерной сварки не отвечали требованиям производства.
Однако сегодня применяется гибридный процесс. Лазерная гибридная сварка, которая также называется лазерной пайкой, сочетает в себе лучшую лазерную сварку и дуговая сварка в защитных газах (GMAW). Лазерное излучение обуславливает очень узкую зону с термическим воздействием с высоким соотношением между глубиной сварки и шириной шва. Он также может обеспечить очень высокие скорости сварки. К сожалению, лазерный луч имеет очень небольшой диаметр фокусировки, и в результате он не может последовательно справляться с несогласованными зазорами. Между тем, процессы GMAW и тандемной сварки имеют значительно более низкую плотность энергии, большее сфокусированное пятно на поверхности материала и характеризуются хорошей способностью к перекрытию зазора.
Этот гибридный процесс сварки теперь подвергается испытаниям в производстве транспортных средств, и результаты оказались многообещающими.
Более внимательный взгляд на гибридный процесс
Комбинация лазерного излучения и дуги в одном процессе сварки была впервые исследована в 1970-х годах, но с тех пор не так много технических достижений.(1,2) Исследования вновь обратили внимание на то, чтобы соединить два процесса вместе с целью объединить преимущества дуги с лазером в одном гибридном процессе сварки.(3,4). Специалисты отрасли давно хотели дождаться, когда источники лазерного луча докажут свою пригодность для промышленного использования, и этот день наступил. Лазеры достигли традиционного технологического статуса для некоторых применений, используемых в автомобильной промышленности.
В процессе гибридной сварки лазерный луч и сварочная дуга одновременно действуют на зону сварки, и оба они влияют и поддерживают друг друга. В одном из примеров применения лазеров и сварки проволокой для промышленного применения производитель проводил испытания с использованием лазерной сварки СО2 порошковой проволокой и в сочетании с процессом GMAW.(5).
Последние нововведения, связанные с лазерной гибридной сваркой, требуют мощного лазера и луч высокого качества для достижения так называемого эффекта глубокой сварки.(6).
Лазер CO2 является привычным видом на производственных объектах благодаря хорошему качеству луча, что делает его отличным инструментом для резки металла. Похоже, что слэб-лазер (СО2)и лазер с диодной накачкой будут представлять особый интерес для будущих производственных применений, однако, поскольку он подходит для резки и сварки алюминия из-за их хороших фокусирующих способностей, высокого качества луча и результирующей высокой интенсивности, которая может быть достигнута. Однако использование ограничено из-за низкого поперечного сечения соединения — прямым следствием высокой интенсивности, особенно в случае угловых и нахлесточных сварных швов .
Поскольку на рынке предлагаются твердотельные лазеры Nd:YAG с большей мощностью, чем предыдущие реализации технологии, они чаще используются для сварки. Поскольку твердотельный лазер работает с гибкими волоконно-оптическими кабелями, он значительно более выгоден по сравнению с жесткими лучеводами, используемыми для направления лазерного излучения CO2. Например, гибкое манипулирование лучами в автомобильном производства позволяет выполнять сварочные работы внутри пассажирских отсеков, стволов, дверей, открывающихся крышек и передних концов кузова.(7) Однако лазер СО2 по-прежнему пользуется спросом, когда речь идет о 2- D и простых трехмерных приложений.
Компактный высокопроизводительный диодный лазер начал зарекомендовать себя на промышленном рынке. Это хороший кандидат на лазерную пайку и, вероятно, будет использоваться для проведения сварочных работ с использованием тонких листов.

Рис. 2
Этот компонент оси седана Mercedes C Class, был сварен гибридным лазером, на 177 IPM (4,5 м / мин.) с частотой подачи проволоки 235 IPM (6,0 м / мин). Фото предоставлено Даймлером.
Однако необходимо дальнейшее развитие в увеличении мощности диодного лазера при сохранении оптимизированного фокуса лазерного луча. Эта разработка позволит использовать лазерную технологию для глубокой сварки.
Сегодня диодный лазер стоит столько же, сколько и другие высокопроизводительные лазеры, но цена на этот вид лазера, безусловно, будет уменьшаться с падением стоимости диодов.
Для сегодняшней сварки металлических деталей лазерный луч Nd: YAG является логичным выбором. Лазерная технология фокусируется на интенсивности выше 10E6 Вт / см2. Как только лазерный луч падает на металлическую поверхность, пятно нагревается до температуры испарения металла, и парогазовый канал вскоре образуется в расплавленном металле.
Сварной шов имеет высокое соотношение между глубиной и шириной. Плотность потока энергии свободной дуги немного выше 10E4 Вт / см2. Лазерный луч дополнительно добавляет тепло к металлу шва в верхней области сварки в дополнение к дуге.
В отличие от последовательно соединенного устройства, гибридная сварка представляет собой комбинацию обоих процессов сварки в одной технологической зоне (см. Рис. 1). Полученное взаимное влияние процессов может иметь разную интенсивность и характеристики в зависимости от используемого дугового и лазерного процессов и от применяемых параметров процесса.
По сравнению с отдельными процессами, которые применяются независимо друг от друга, увеличивается глубина сварки и скорость сварки. Пары металла испаряются из канала и реагируют с дуговой плазмой. Поглощение излучения лазера Nd:YAG в рабочей плазме пренебрежимо мало. В зависимости от отношения мощности, применяемого к лазерному или сварочному дуговому процессу, лазерный гибридный процесс может обеспечивать различные уровни производительности, поскольку он связан со скоростью сварки и гибкостью для преодоления зазоров.
Температура заготовки является решающим фактором поглощения лазерного излучения. Чтобы начать процесс лазерной сварки, необходимо преодолеть начальное отражение, особенно в случае алюминиевых поверхностей. После достижения температуры плавления поверхности металла канал образуется так, что почти вся энергия излучения может поглощаться в заготовку. Теплопроводность заготовки также влияет на энергию, необходимую для сварочной работы.
При лазерной гибридной сварке происходит не только расплавление поверхности детали, но и присадочной проволоки. В результате имеется больше доступного расплавленного металла, и облегчается ввод лазерного излучения. Это также предотвращает прерывание процесса.
По сравнению с процессом лазерной сварки лазерный гибридный процесс демонстрирует следующие преимущества: высокая способность перекрытия зазоров в случае образования зазора на короткое время, более широкого и глубокого проникновения (глубину сварного шва), значительно более широкого диапазона применений и повышенной ударной вязкости. По сравнению с GMAW этот усовершенствованный процесс соединения демонстрирует более высокие скорости сварки, более глубокое проникновение на более высоких скоростях, уменьшение подачи тепла, повышенную прочность и более узкий шов.
Когда лазерный луч и дуга объединены, по сравнению с традиционной лазерной сваркой образуется большую сварочную ванну. Следовательно, компоненты с большими зазорами могут быть сварены с помощью лазерного гибридного процесса, который они не могли бы использовать с обычной лазерной технологией.

Рисунок 3
В этом автомобильном приложении лазерный гибридный процесс используется для изготовления передней боковой панели.
Приложения в автомобильной промышленности
Пример гибридной лазерной технологии, применяемой в автомобильной промышленности, можно найти на заводе по производству осей Daimler в Германии. Там лазерная гибридная сварка способна обеспечить высокую скорость сварки, низкий уровень теплоотдачи и глубокое проникновение. Для этого промышленного применения скорость сварки была увеличена примерно на 30 процентов по сравнению с обычным процессом сварки проволокой. На рисунке 2 показан лазерный гибридный сваренный осевой компонент от Daimler.
Еще одним автомобильным приложением является алюминиевая боковая панель (см. Рис. 3). Скорость сварки достигнута для этой панели толщиной 0,0625 дюйма составляет 177 IPM (4,5 м / мин.). Самое главное, лазерный гибридный процесс демонстрирует хорошее проникновение и обеспечивает округлую кромку вдоль сварного шва.
Причина, заключающаяся в том, что процесс лазерной гибридной сварки способен создать глубоко проникающий и привлекательный сварной шов, заключается в том, что высокая плотность энергии лазерного луча и большой диаметр присадочной проволоки адекватно заполняют поперечное сечение. Поставщики автомобильной промышленности уже несколько лет используют этот процесс сварки.
Что свойственно для этой панели, лазерный гибридный процесс значительно улучшает аналогичный автоматизированный процесс, основанный на традиционной технологии GMAW:
- Автоматическая установка лазерного гибрида занимает половину площади автоматизированной сварочной проволоки.
- Он потребляет на 80 процентов меньше сварочной проволоки.
- Скорость сварки увеличивается на 30%.
- Поскольку лазерный гибридный процесс является надежным, 30-процентное сокращение трудозатрат может быть достигнуто по сравнению с персоналом, необходимым для поддержания работы сети GMAW.
Гибридный процесс Laser-GMAW-Tandem
В лазерной гибридной сварке GMAW-тандем (см. Рис. 4) лазерный луч работает с двумя сварочными дугами в одной зоне процесса. Ведущий лазер используется для сварки корня, а сопутствующий тандемный процесс GMAW поддерживает усилия, направленные на преодоление зазора и увеличение толщины.
Одним из важных аспектов процесса в целом является его высокая гибкость. Например, можно установить три различных выхода мощности в зависимости от желаемых результатов сварки. Таким образом, оператор может выбрать подходящую выходную мощность для тандемного процесса с учетом геометрии сварного шва, требуемого усиления шва и скорости сварки. Глубину корня можно регулировать в процессе подготовки скоса кромок, что обусловлено мощностью лазера, диаметром фокусировки и скоростью сварки. Кроме того, для достижения желаемых металлургических эффектов можно использовать два разных присадочных металла.
Процесс гибридной сварки лазерным GMAW-тандемом позволяет осуществлять независимое управление мощностью лазера и дуги, а также длину обеих дуг. Это приводит к контролю за отсутствием пригара расплавленных брызг металла, стабильности дуг и ограниченным брызгам. Также может быть достигнута высокая эффективность наплавки и быстрая скорость сварки.
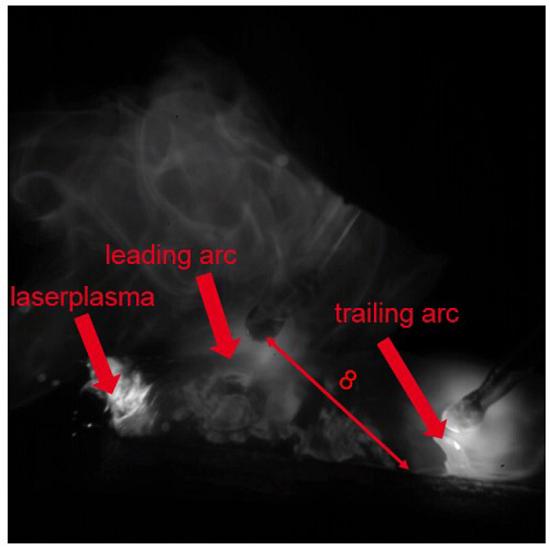
Рисунок 4
В лазерной гибридной сварке GMAW-тандем лазерный луч устанавливается примерно под прямым углом относительно заготовки. Две дуги GMAW имеют угорл наклона вперед.
Литература
- J. Matsuda, A. Utsumi, M. Katsumura, M. Hamasaki, S. Nagata: TIG or MIG arc augmented laser welding of thick mild steel plate, Joining & Materials, 1988.
- Steen et al., Arc-Augmented Laser Welding. 4th Intl. Conference on Advances in Welding Processes, Paper No. 17 (1978), pp. 257-265.
- H. Cui. Untersuchung der Wechselwirkungen zwischen Schweisslichtbogen und fokussiertem Laserstrahl und der Anwendungsmöglichkeiten kombinierter Laser-Lichtbogentechnik, TU Braunschweig, Dissertation, 1991.
- C. Maier, J. Beersiek, K. Neuenhahn, Kombiniertes Lichtbogen-Laserstrahl-Schweißverfahren On-line-Prozessüberwachung, DVS 170 (1995), S.45-51.
- C. Haberling. Prozesstechnische Untersuchungen des C02-Laserstrahlschweissens mit Zusatzdraht und in Kombination mit dem MIG-Schweissverfahren, Diplomarbeit, RWTH, Lehrstuhl für Lasertechnik, 1994.
- F. Dausinger. Hohe Prozesssicherheit beim Aluminiumschweissen mit Nd:YAG-Lasern, Bleche und Profile 42 (1995), Nr. 9, S.544-547.
- H.G. Treusch, H. Junge, Laser in der Materialbearbeitung, Schweißen mit Festkörperlasern, Band 2, VDI-Verlag,
Источник:
http://www.thefabricator.com/publication/fab/october-2016



Leave a comment
You must be logged in to post a comment.