Микрофлюидные чипы из полиметилметакрилата: метод лазерной абляции и термического связывания
Научная библиотека 18.01.2023 Комментарии к записи Микрофлюидные чипы из полиметилметакрилата: метод лазерной абляции и термического связывания отключеныА. А. Евстрапов, Т. А. Лукашенко, С. Г. Горный, К. В. Юдин // ЖУРНАЛ Научное приборостроение, 2005
Метод лазерной абляции (ЛА) полимеров в сочетании с методом термической герметизации микроструктур рассмотрен как способ, позволяющий оперативно получать микрофлюидные устройства (в том числе микрофлюидные чипы) для аналитических приборов. Обсуждены особенности метода ЛА. Описаны модели, используемые для оценки получаемых структур каналов. Приведены экспериментальные результаты, полученные при формировании микроразмерных структур в пластинах и пленках из полиметилметакрилата (ПММА). Показано, что геометрические характеристики и размеры получаемых структур зависят от параметров светового излучения, характеристик установки и свойств полимерного материала. При целевом выборе и контроле этих параметров можно формировать воспроизводимые микроструктуры в ПММА-образцах.
Для изготовления микроструктур в полимерах применяются методы формования (импритинга) [16, 17], литья (в том числе инжекционного) [18], литографии, лазерного удаления (лазерной абляции — ЛА) [19, 20], ЬЮЛ-технологий [11-13] и другие.
Методы формования и литья являются наиболее простыми и доступными для лабораторного использования, но требуют наличия высокоточных дорогостоящих форм (пресс-форм, мастер-форм), с помощью которых можно получить ограниченное количество отпечатков микроструктур. К тому же эти методы позволяют производить МФЧ с достаточно простой топологией.
В отличие от тиснения и инжекционного литья лазерная абляция является методом изготовления с удалением материала подложки высокоэнергетическим внешним воздействием. Локализация во времени и пространстве лазерной энергии позволяет добиться высокой плотности мощности излучения (1014-1026 Вт/см2), что дает возможность реализовать различные механизмы энергетического воздействия на материал. При обработке мил-лисекундными или микросекундными лазерными импульсами имеет место следующий механизм взаимодействия излучения с материалом: нагрев— плавление—испарение материала, что определяет образование зоны термического влияния (в зависимости от свойств материала ее размеры могут составлять до десятков микрометров). Такой вид обработки позволяет получить отверстия и пазы размером (диаметр/ширина) 50-250 мкм при толщине материала до ~5 мм. Использование более коротких импульсов — нано-, пикосекундной длительности — приводит к другому механизму разрушения материала: нагрев—абляция. Расплавленная фаза исключена, и почти отсутствует зона термического влияния. Характерные размеры обработки при таком режиме — от десятков нанометров до микрометров при толщине материала до сотен микрометров.
При лазерной абляции полимера длина волны лазера определяет механизм воздействия луча на поверхность полимера. Полагают, что обработка полимера лазерным лучом в инфракрасной (ИК) области излучения приводит к испарению материала главным образом вследствие развивающейся при воздействии луча на поверхность полимера высокой температуры. В случае использования лазеров, работающих в ультрафиолетовой (УФ) области спектра, реализуется другой механизм абляции полимера, при котором происходят фотохимические процессы, приводящие к разрыву связей в макромолекулах [21-22]. Применение УФ-ла-зеров обеспечивает получение микроразмерных структур с пространственным разрешением до 0.2 мкм. Однако такие лазеры (как правило, эк-симерные) относительно дороги. Более приемлемыми по цене оказываются лазеры К^УАО, ТоаррЫге и С02. К достоинствам ИК-лазеров следует отнести возможность получения больших размеров пучка, высокой эффективности абляции и высокой энергии излучения в импульсе.
Метод лазерной абляции является наиболее подходящим для прямого высокопроизводительного получения микроразмерных структур (таких как каналы, фильтры, смесители, реакторы и т. п.) с любой топологией (в том числе многоуровневой и сложной архитектурой). Скорость процесса изготовления микроструктур и несомненные удобства при оперативном изменении топологии МФЧ делает лазерные системы незаменимым инструментом для микромеханической обработки. К тому же лазерные технологические установки являются доступными коммерческими продуктами, относительно простыми в обслуживании.
В настоящее время стало возможным новое направление в изготовлении изделий сложной пространственной формы благодаря появлению систем, управляющих временной и пространственной структурой лазерного излучения, — так называемая стереолитография. Подобная технология востребована при создании уникальных устройств для медицины, оптоэлектроники, компьютерной техники и т. д.
Лазерная абляция полимеров
При ЛА полимерных материалов характеристики формируемых микроструктур зависят от длины волны излучения, мощности лазера, геометрии светового потока, свойств полимера и среды окружения. Оптические параметры установки и расхождение лазерного луча определяют мощность лазерного излучения в плоскости микроструктуры, размеры и геометрию получаемой структуры, в то время как физико-химические свойства полимера определяют его реакцию на излучение, а следовательно, характеристики и свойства структуры на микроуровне. Получаемая геометрия структуры и ее характеристики являются результатом комбинации этих факторов. В работе [20] убедительно показано, что инфракрасная ЛА может быть успешно применена для быстрого создания микроканалов в полиметилметакрилате (ПММА). В сочетании с простыми методами герметизации возможно получить рабочие микросистемы за короткое время (от момента создания проекта до испытания законченной структуры) — менее двух часов. Это делает лазерные установки гибким и недорогим инструментом для быстрого макетирования в микрофлюидике.
В этой же работе предложена пороговая модель, которая может использоваться для вычисления глубины канала в зависимости от параметров лазерного излучения. Модель проверена для скоростей движения луча лазера от 300 до 1000 мм/с и мощности лазерного излучения от 2.6 до 33 Вт и показала хорошее соответствие экспериментальным данным (стандартное отклонение 4 мкм). Авторами изучен способ углубления каналов при нескольких проходах на длинах до 70 мм и показано, что использование техники многократных проходов может применяться для изменения ширины канала.
ПММА — один из наиболее подходящих полимеров для лазерной абляции потому, что имеет высокий (около 0.92) коэффициент поглощения (а) в инфракрасном спектральном диапазоне [23].
Каналы в пластинах (марка «ТОСП», толщина 2 мм) и пленках (0.375мм) из ПММА формировались с помощью промышленной установки фирмы TROTEC «Speedy II» с лазером Synrad (USA) мощностью 25 Вт, длина волны 10.6 мкм (более подробно в [30]). Механизм сканирования — «летающая оптика». Разрешение формируемых структур до 1000 dpi. Каналы в полимерах изготавливались при скоростях движения 2-6 мм/с и мощностях излучения до 2.5 Вт. Программное обеспечение установки позволяет оперативно изменять режимы, корректировать топологию наносимых каналов и структур. Исследованы режимы абляции ПММА при частоте лазерного излучения от 2500 до 10 000 Гц, разных скоростях прохода и количестве проходов.
Для изучения шероховатости получаемых структур, а также для исследования их оптических свойств (светопропускание и флуоресценция) были сформированы площадки размером (5^5) мм в пластинах ПММА при разных режимах ЛА.
Профиль полученных структур изучался с использованием оптического инвертированного микроскопа «Биолам П» (ЛОМО, Россия). Измерение их размеров и характеристик проводили на лазерном конфокальном сканирующем микроскопе Leica TCS SL (Leica, Germany) в отраженном свете при длине волны 488 нм.
На рис. 5 приведены зависимости глубины и ширины канала от частоты импульсов излучения при фиксированных скорости движения лазерного луча и мощности лазера. Зависимости имеют сходный характер. Отметим, что при ЛА ПММА существует определенная взаимосвязь между глубиной и шириной формируемого канала. Но приведенные выше модели не объясняют эту взаимосвязь и не позволяют оценить получаемую ширину канала для выбранных параметров. При создании более точных моделей следует учитывать пространственное распределение лазерного излучения при абляции материала.
Процесс обработки лазерным излучением сопровождается изменением поверхностной структуры материала. При этом, очевидно, в какой-то степени меняются и оптические свойства. Поэтому были проведены измерения светопропускания и флуоресценции образующихся микроструктур.
Измерения светопропускания сформированных площадок показали, что пропускание образца ПММА, обработанного лазером при мощности 1.5 Вт (зависимость 2 рис. 7) ниже пропускания исходного полимера (зависимость 1) на 10 %, увеличение мощности и количества проходов лазера приводит к заметному уменьшению светопропус-кания (зависимость 3). Многократные проходы луча лазера ухудшают оптические свойства полимера, что является нежелательным при формировании микроструктур для оптического детектирования. Спектрофлуорометрические измерения показали, что обработанная лазером поверхность ПММА обладает более низкой фоновой флуоресценцией при возбуждении на 473 нм, чем исходный полимер.
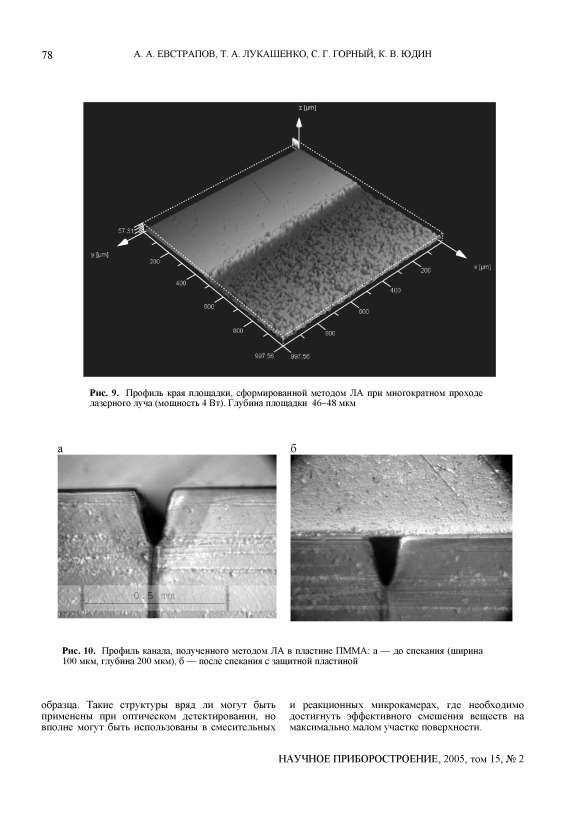
Полученные структуры были исследованы на конфокальном сканирующем микроскопе (рис. 8 и 9). При однократном проходе лазерного луча формируется волнистая поверхность, период которой оценивается в 30-45 мкм (рис. 8). Шероховатость этой поверхности была измерена на атом-но-силовом микроскопе и составила Яа = 34 нм, Яшах = 410 нм.
Полное содержание статьи: https://readera.org/mikrofljuidnye-chipy-iz-polimetilmetakrilata-metod-lazernoj-abljacii-i-14264386

